
Adquirir o seu primeiro máquina de corte a laser exige um exame muito mais minucioso do que a mera comparação de cotações de entrada de anúncios publicitários máquinas laser para venda. A verdadeira despesa reside no Custo Total de Propriedade (TCO): consumíveis, actualizações das infra-estruturas das instalações (especialmente ventilação) e despesas gerais de manutenção. Para o processamento de metais num ambiente industrial, uma fonte de laser de fibra estabelece a referência atual, equilibrando a velocidade necessária com a precisão e a eficiência. Esta análise, baseada em décadas de experiência em fabrico, descreve as principais decisões tecnológicas, pormenoriza a escala de investimento genuína para um Máquina de corte a laser CNC, e fornece o quadro de controlo necessário para garantir que as despesas de capital se traduzam em produtividade sustentada.
I. Introdução: Entrada no ecossistema de corte a laser
A. A Revolução Madura: Porque é que chegou o momento da adoção
A tecnologia de corte a laser, impulsionada por sistemas de fibra avançados, consolidou o seu papel como base de fabrico. O aumento do fabrico atual ou o lançamento de um novo serviço de metal depende do aproveitamento da eficiência, do corte apertado e do rendimento automatizado destes modernos sistemas de corte a laser. cortador laser industrial plataformas oferecem. A questão estratégica já não é saber se a adoção é necessária, mas sim como integrar o equipamento certo de forma inteligente, evitando a perda de capital associada a configurações subutilizadas ou demasiado complexas.
B. Verificação da realidade: Não se deixe enganar
O mercado bombardeia os compradores com vendedores que prometem velocidades exageradas e preços de compra insustentavelmente baixos. A produção no mundo real exige a robustez do equipamento - um sistema construído para um funcionamento contínuo e não apenas para demonstrações em exposições. Os operadores devem dominar mais do que apenas CAD/CAM; a proficiência na gestão da mistura de gases, a calibração focal precisa e os protocolos rigorosos de manutenção preventiva ditam diretamente o tempo de funcionamento. Uma compra económica transforma-se quase sempre em problemas operacionais dispendiosos.
C. Objetivo do guia: Definição de requisitos e investimento real
Esta revisão fornece ao potencial proprietário a visão prática para definir claramente os requisitos precisos de material, calcular os custos definitivos de custo do cortador a laser, e selecionar uma máquina - desde unidades-piloto a uma máquina pesada máquina de corte a laser industrial-capaz de apoiar uma década de objectivos comerciais.
II. Cálculo do custo real: Custo total de propriedade (TCO) sobre o preço de etiqueta
O preço afixado em qualquer lote de máquinas laser para venda representa apenas a despesa inicial face à realidade operacional a longo prazo. Uma previsão precisa do TCO é obrigatória para um bom planeamento financeiro.
A. Capital inicial: A aquisição de máquinas
1. Cremalheira e Pinhão vs. Controlo de Movimento de Alta Precisão
Nível orçamental cortadores laser cnc utilizam normalmente accionamentos de cremalheira e pinhão fiáveis. Estes lidam adequadamente com prototipagem ou materiais finos e não críticos. No entanto, os ambientes de produção que requerem velocidades elevadas e tolerâncias apertadas exigem sistemas superiores. As unidades de gama média integram frequentemente fontes de fibra de maior potência (3kW a 8kW) e favorecem plataformas de movimento mais rigorosas.
2. Examinar os anúncios de “Vende-se” para detetar taxas ocultas
Examine todos os pormenores do orçamento. O refrigerador está incluído? Foram quantificados os custos do fornecimento de gás de assistência necessário - essencial para o processamento de chapas grossas que utilizam oxigénio ou azoto a alta pressão? Muitas vezes, os valores anunciados omitem as caixas de segurança necessárias, as unidades de extração de fumos de nível industrial ou o hardware de condicionamento de energia necessário.
B. Colocação em funcionamento, instalação e formação no local
A instalação especializada garante um alinhamento ótico preciso, um processo que exige muitas horas de técnicos experientes, especialmente em casos de alta tolerância cortador de mesa a laser sistemas. Uma configuração deficiente garante taxas de refugo imediatas. Orçamentar a deslocação do técnico, o alojamento e a mão de obra efectiva para a colocação em funcionamento. A formação deve abranger não só o funcionamento, mas também as rotinas específicas de manutenção preventiva ditadas pelo OEM da fonte laser.
C. Despesas operacionais (OpEx): a drenagem contínua
1. Gestão de consumíveis: Bicos, lentes e ópticas
O consumo de consumíveis é diretamente proporcional ao material processado e à intensidade de utilização. O corte de materiais altamente reflectores, como o alumínio ou o latão, acelera o desgaste dos bicos de alta qualidade e das lentes de focagem. Com base nos nossos dados operacionais, orçamentamos a substituição das lentes a cada 1.000 a 2.000 horas de funcionamento, dependendo da qualidade do gás de proteção e do rigor dos parâmetros. A má qualidade dos componentes reduz rapidamente este tempo de vida útil.
2. Serviços públicos: Analisar o consumo de energia e de gás
O consumo de energia é substancial, especialmente com lasers de fibra de maior quilowatt (kW). Um sistema de 12 kW exige um serviço elétrico dedicado e de alta capacidade. O gás de assistência é outro grande vetor de custos. O corte com nitrogénio - necessário para obter arestas limpas e brilhantes em aço inoxidável - exige taxas de fluxo muito superiores às do corte com oxigénio. As poupanças ou perdas operacionais dependem da otimização contínua da pressão do gás de assistência por técnicos especializados.
D. Contratos de serviço, planeamento da manutenção e inventário de peças sobressalentes
Para operações de missão crítica, os contratos de serviço OEM garantem janelas de resposta, mas incorrem em despesas significativas. Uma alternativa envolve o desenvolvimento de competências de manutenção internas, exigindo o investimento num inventário estratégico de peças sobresselentes (por exemplo, accionamentos de movimento, módulos electrónicos críticos). Compreender o histórico documentado do Tempo Médio Entre Falhas (MTBF) da máquina antes de se fixar numa estrutura de suporte a longo prazo.
E. Pré-requisitos de infra-estruturas: Ventilação, segurança e área de cobertura
Esta despesa de capital frequentemente negligenciada envolve conformidade. A OSHA exige uma extração de fumos robusta para o corte de metais, exigindo uma filtragem capaz de neutralizar partículas finas e subprodutos da combustão. Um filtro de alta potência máquina de corte a laser requer frequentemente um compartimento dedicado e climatizado, isolado do tráfego geral da oficina devido à sua sensibilidade às vibrações e aos requisitos de espaço.

III. Seleção da tecnologia laser: Adequação da ferramenta à tarefa
A decisão Fibra versus CO2 tem um impacto profundo na compatibilidade dos materiais e nos custos operacionais a longo prazo.
A. Mergulho profundo na fonte de laser: Fibra vs. CO2
1. Lasers de fibra: Eficiência e versatilidade no processamento de metais
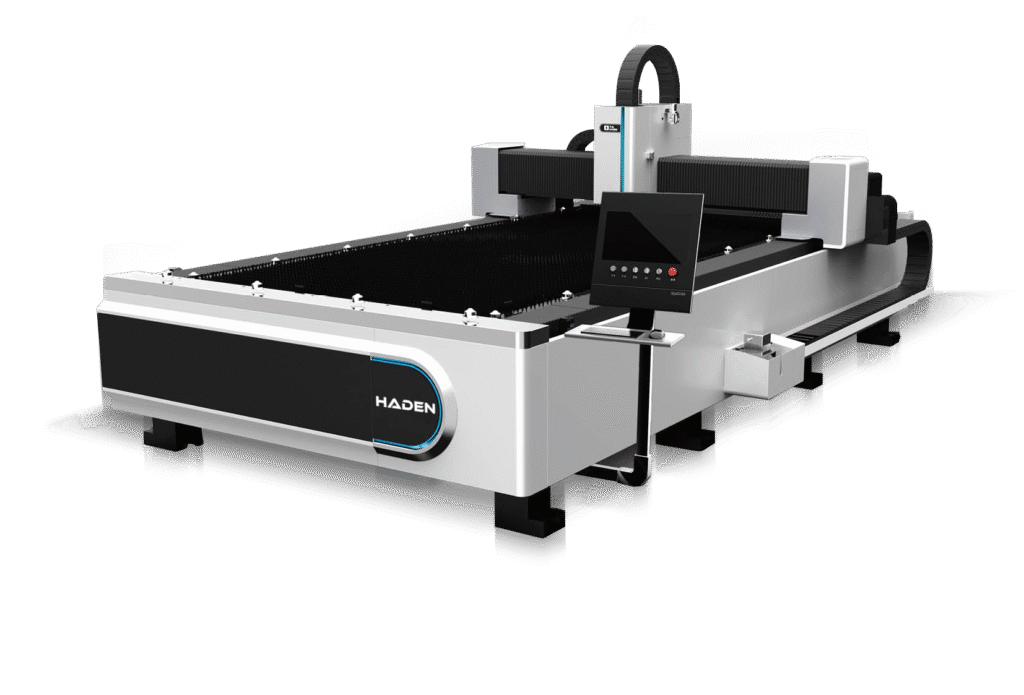
Os lasers de fibra dominam atualmente o fabrico de metais. Utilizam tecnologia de estado sólido bombeada por díodo e canalizada através de uma fibra ótica. Proporcionam uma qualidade de feixe quase perfeita, uma eficiência superior de tomada de parede (traduzindo-se em custos de serviços públicos mais baixos) e uma manutenção ótica mínima em comparação com os antigos designs de CO2. São excelentes no corte a alta velocidade de aço carbono e aço inoxidável de calibre fino a médio. Para a metalurgia moderna, a fibra é a escolha de base para qualquer cortador laser industrial aquisição.
2. Lasers de CO2: Orgânicos e despesas gerais de manutenção
Os sistemas de CO2 mantêm uma vantagem sobre os materiais orgânicos - madeira, acrílico e certos compósitos espessos - devido às propriedades de interação do comprimento de onda. No entanto, no caso dos metais, as unidades de CO2 são inerentemente mais lentas, exigem uma manutenção ótica especializada e frequente (limpeza e realinhamento) e têm geralmente custos de funcionamento mais elevados devido ao consumo de energia e às necessidades de gás.
B. Seleção da potência: Determinação dos requisitos de potência real
1. Potência definida por materiais primários (bitola de aço, não-metais)
Resista ao impulso de comprar a potência mais elevada anunciada. Para o corte de produção de aço macio de 1/4″ (6mm), um laser de fibra de 6kW atinge frequentemente o equilíbrio ideal de velocidade e eficiência. Se os seus centros de trabalho estiverem abaixo de 1/8″ (3mm) de alumínio, uma plataforma de 3kW ou 4kW é suficiente, produzindo poupanças significativas de capital e de funcionamento. Objetivo de rendimento (peças por hora) ao nível de potência sustentável mais baixo.
2. Evitar a armadilha do rendimento: investimento vs. ganho
Passar de 8kW para 15kW pode facilmente duplicar o investimento na máquina, mas talvez apenas proporcione um aumento de produção de 30% com a sua atual mistura de materiais. Esta é a “armadilha do exagero”. Exija sempre demonstrações do fornecedor utilizando as suas amostras de produção reais, validadas na máquina específica que está a ser cotada, para confirmar velocidades realistas.
C. Arquitetura de máquinas com definição de desempenho
1. Sistemas de movimento: Motores lineares para precisão
Enquanto o nível de entrada Cortadores a laser CNC dependem de sistemas robustos de cremalheira e pinhão, as aplicações de alta velocidade e alta precisão (aeroespacial, moldes complexos) exigem a utilização de motores lineares. Os accionamentos lineares eliminam as folgas, minimizam o desgaste mecânico e proporcionam perfis de aceleração e repetibilidade posicional muito superiores, embora elevem a base preço da máquina de corte a laser.
2. Plataformas de controlo e interoperabilidade do software
O sistema de controlo dita a inteligência da máquina. Plataformas como o CypCut lidam bem com o nesting e a operação básica em muitos sistemas de fibra, mas o bloqueio proprietário limita a flexibilidade. Aconselhamos frequentemente os clientes a procurarem configurações que aproveitem as estruturas de PLC industriais amplamente suportadas, como a Beckhoff, para uma integração mais suave nos Sistemas de Execução de Fabrico (MES) existentes.
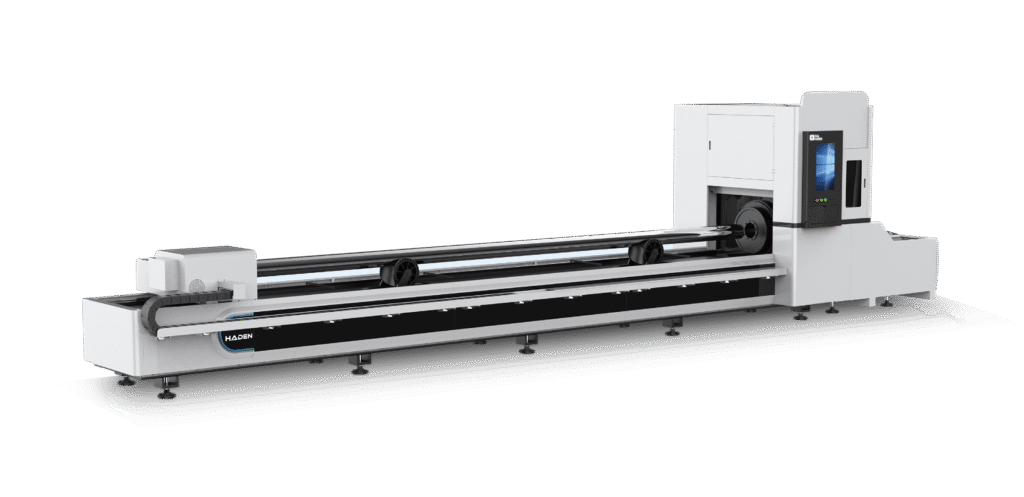
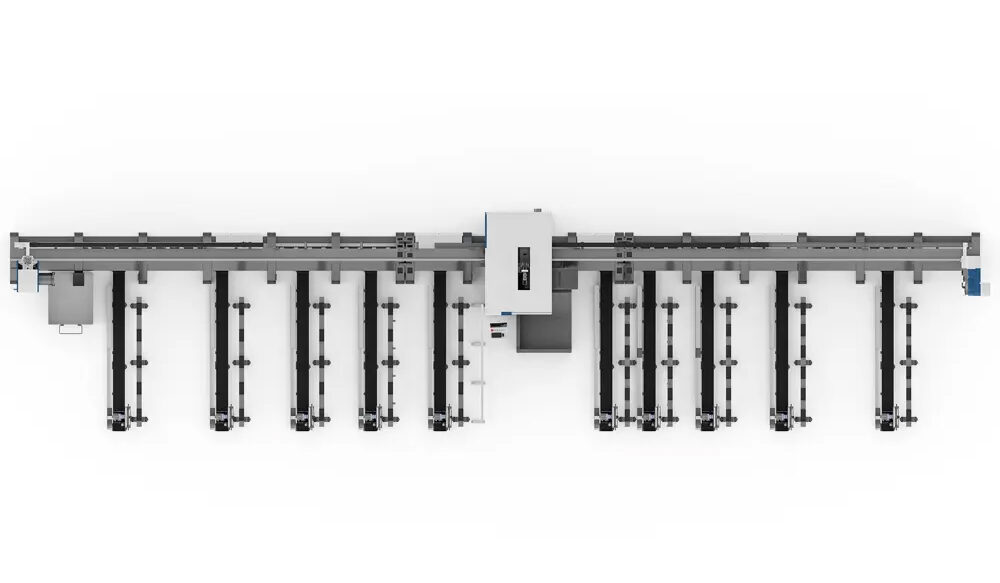
3. Tamanho da cama e integração da automatização (sistemas de paletes)
Assegure-se de que a base da máquina se adapta de forma óptima aos tamanhos de stock padrão (folhas 4×8 ou 5×10). Para um funcionamento real e sem supervisão 24 horas por dia, 7 dias por semana, trocadores de paletes automáticos são obrigatórios, permitindo que os operadores preparem o material em segurança enquanto a cabeça de corte permanece ligada. Esta automatização é a chave para um rápido retorno do investimento em qualquer máquina séria. cortador laser industrial.
IV. Panorama de investimento: Análise do custo do cortador a laser
O custo final de um máquina de corte a laser varia muito em função do nível de potência, da automatização integrada e da origem dos componentes. Segue-se uma análise realista do espetro.
A. Definição dos níveis orçamentais para as máquinas de corte laser CNC
Os compradores devem reconhecer estas categorias de investimento distintas:
- Nível de entrada/Prototipagem ($10k - $30k): Tipicamente unidades de CO2 de baixa potência ou unidades básicas de fibra de baixa potência. Adequadas para madeira, plásticos e materiais mais finos do que 16 GA. A qualidade dos componentes e do suporte varia substancialmente nesta área.
- Unidades de produção profissional (cortador laser de fibra/industrial - $50k - $150k): A categoria principal para os fabricantes mais sérios. Estas integram fontes de fibra de 3kW a 8kW, deteção automática de altura e controlo de movimento robusto para uma produção diária e sustentada de metal.
- Máquina de corte a laser industrial de grande volume ($200k+): Trata-se de plataformas altamente automatizadas, muitas vezes com mais de 10 kW, que incluem paletes duplas, monitorização sofisticada do gás e accionamentos lineares de alta velocidade concebidos para uma produção máxima em situações em que os custos de não funcionamento são extremos.
B. Factores de custo: Determinação do orçamento final
O preço final é fortemente influenciado pelo fabricante da fonte de laser (por exemplo, IPG, Raycus), pela qualidade do sistema de movimento e pelas caraterísticas de segurança integradas. Em HADEN Intelligent Equipment Technology Co., Ltd., A nossa engenharia continua a centrar-se na construção de fiabilidade sistémica na estrutura para minimizar o TCO a longo prazo.
C. Estratégia de capital: Locação financeira versus aquisição direta
Para as operações nascentes, o leasing preserva o capital de exploração, alinhando os pagamentos com a geração de receitas. No entanto, a compra direta minimiza frequentemente os juros totais pagos ao longo de cinco anos. Efectue sempre uma comparação lado a lado da despesa total em dinheiro num prazo normal de cinco anos.
| Caraterística | Máquina de CO2 de nível básico | Fibra de gama média (foco em chapa metálica) | Fibra industrial de alta qualidade |
|---|---|---|---|
| Gama de preços típica | $15,000 – $30,000 | $60,000 – $120,000 | $180,000+ |
| Potência máxima (kW) | 100W - 300W | 2kW - 6kW | 8kW - 20kW+ |
| Materiais primários | Madeira, acrílico, plásticos finos | Aço de calibre fino a médio, alumínio | Chapa de aço pesado, aço inoxidável |
| Velocidade de corte (m/min) | Baixo a moderado | Elevado | Muito elevado |
| Pegada | Compacto (sala dedicada) | Moderado (requer um compartimento dedicado) | Grande (requer infra-estruturas extensas) |
V. Protocolo de aquisição: Diligência prévia rigorosa
A aquisição de equipamento de capital exige uma verificação rigorosa, indo muito além das transacções normais de retalho.
A. Avaliação das necessidades: Definição das prioridades de produção
1. Matriz de material: Especificação da carga de trabalho 80%
Defina com exatidão o material, a espessura e o acabamento de arestas necessário para a maior parte (80%) da sua produção prevista. Se o aço macio de calibre 14 dominar a sua linha de produção, especifique a máquina para um desempenho ótimo nesse caso e não para o calibre máximo teórico e lento que poderá gravar.
2. Objectivos de débito e amortecedores de escalabilidade
Se a sua necessidade for de 500 folhas por mês, calcule a produção necessária de peças por hora. O valor proposto Cortador a laser CNC deve atingir este número de forma consistente, incorporando um buffer operacional de 20% para configuração e pequenos ajustes. Nunca baseie o planeamento apenas em referências de desempenho fornecidas pelo fornecedor.
B. Verificação de fornecedores e fabricantes
1. Infra-estruturas de apoio e capacidade de resposta dos serviços
Uma máquina inativa devido a uma falha na placa representa uma perda imediata de receitas. Investigue a capacidade de suporte local. Os técnicos são certificados e estão localizados localmente, ou o suporte é enviado internacionalmente? O tempo de resposta dita a diferença entre uma pequena falha de programação e uma paragem total da produção.
2. Análise da garantia: Cobertura de mão de obra versus cobertura de peças
Uma garantia de uma década sobre a fonte parece apelativa. Essa garantia absorve os custos de mão de obra de um técnico certificado necessários para a substituição? Defina claramente o que constitui uma falha coberta versus o desgaste operacional normal.
C. Teste de aceitação na fábrica (FAT) e teste de aceitação no local (SAT)
O FAT, realizado nas instalações do construtor (muitas vezes na China), permite-lhe confirmar que a sua máquina específica corresponde aos seus ficheiros de produção antes do envio. O SAT valida estes indicadores de desempenho após a instalação nas suas instalações. Estes são pontos de controlo contratuais cruciais e não negociáveis para garantir a qualidade.
D. Negociação de contratos: Garantir condições favoráveis
Para além do preço unitário, negoceie Acordos de Nível de Serviço (SLA), horas de formação garantidas e marcos de pagamento explicitamente ligados à conclusão bem sucedida do FAT e do SAT. Para quem está a explorar pela primeira vez máquinas laser para venda, Se o cliente não tiver a possibilidade de comprar um pacote inicial de consumíveis a granel, é também uma tática de negociação prudente.
VI. Evitar armadilhas operacionais comuns
Com base na supervisão de dezenas de comissões de sistemas a partir da nossa base no Parque Industrial de Shiqiu, distrito de Lishui, cidade de Nanjing, China, certos erros repetem-se de forma previsível.
- Problema: Sobrecarga da compra inicial, inflacionando o custo do capital e o consumo de eletricidade.
Solução: Mandar efetuar cortes de amostras de material com o engenheiro de vendas para confirmar os níveis de potência necessários. A viabilidade da produção deve sobrepor-se à capacidade máxima teórica. - Problema: Subestimar as infra-estruturas necessárias para a ventilação e a redução de fumos.
Solução: Atribuir 15-20% do orçamento da máquina exclusivamente aos sistemas de segurança e de controlo ambiental. Para qualquer novo máquina de corte a laser, A despesa com a máquina é, frequentemente, a maior despesa não-máquina necessária. - Problema: Software inflexível que prende os utilizadores a consumíveis de elevado custo e de fonte única ou a fluxos de trabalho restritivos.
Solução: Dar prioridade a máquinas que utilizem formatos de ficheiros de padrão aberto e componentes de terceiros facilmente acessíveis. Evitar sistemas que imponham o monopólio do fornecedor relativamente a consumíveis essenciais. - Problema: Não contabilização de todo o equipamento auxiliar necessário (compressores, refrigeradores).
Solução: Exija do fornecedor, antes da entrega, uma lista de verificação exaustiva das especificações dos serviços públicos, detalhando os caudais, as temperaturas e as cargas eléctricas necessárias para todos os aparelhos de apoio. - Problema: Erros de alinhamento inicial que causam uma degradação persistente da qualidade no cortador de mesa a laser.
Solução: Exigir documentação de alinhamento verificável durante a instalação. Os operadores devem receber documentação centrada na verificação da trajetória do feixe e nos procedimentos de centragem do bocal.
VII. Integração: Para além da aquisição
A. Mandato de formação: Funcionamento e diagnóstico de primeira linha
Os operadores devem ver o equipamento como metrologia de precisão e não apenas como uma ferramenta de corte. A formação deve abranger a inspeção básica da ótica, a monitorização do estado da filtragem do gás e os ajustes iniciais dos parâmetros - competências que reduzem drasticamente a dependência da intervenção do serviço de emergência.
B. Integração do fluxo de trabalho: Ligação entre o software e o Cortador a laser CNC
A potência laser de topo é desperdiçada se o software de preparação criar trajectórias ineficientes. Verifique a integração perfeita entre a sua aplicação de colocação (Lantek, SigmaNEST ou software nativo) e o controlo de corte, garantindo a conversão rápida de peças complexas em sequências de corte optimizadas. Isto tem um impacto direto no rendimento global da fábrica.
C. Rendimento do material: Otimização do agrupamento
A eficiência da utilização do material impulsiona a rentabilidade. Dedique um tempo significativo à otimização das rotinas de colocação para os seus tamanhos de stock padrão. Um mero aumento de 1% no rendimento do material em grandes volumes de aço inoxidável dispendioso traduz-se em poupanças de custos anuais substanciais.
D. Indicadores de atualização: Reconhecer as limitações da máquina
A necessidade de uma atualização torna-se clara quando a máquina é constantemente solicitada para funcionar 24 horas por dia, 7 dias por semana, enfrenta estrangulamentos de programação mesmo com uma colocação perfeita, ou requer um esforço constante para além dos ciclos de funcionamento recomendados para a espessura, resultando em exigências de manutenção desproporcionadas.
VIII. FAQ para os novos proprietários de cortadores a laser
Q1: Um cortador a laser para uso amador pode processar aço macio com uma espessura superior a 1/8 de polegada?
Embora uma unidade de CO2 de potência muito elevada ou uma unidade de fibra industrial de baixa potência possam cortar fisicamente aço macio de 1/8″ (3mm), o processo será lento, deixará muita escória e consumirá rapidamente os consumíveis. Para um corte fiável e sem escórias de aço de 1/8″, aconselhamos um compromisso mínimo de potência de fibra de 3kW.
Q2: Qual é o tempo de vida útil previsto para uma fonte de laser de fibra fiável?
As fontes de laser de fibra OEM de alta qualidade são classificadas de forma conservadora para 100.000 horas de funcionamento antes de a potência de saída se degradar abaixo de 70% da especificação inicial. Com práticas rigorosas de arrefecimento e manutenção, muitas unidades excedem significativamente este limite operacional.
Q3: Ponderar a decisão: Usado cortador laser industrial versus novo nível de entrada?
Isto depende inteiramente dos recursos técnicos internos. Uma unidade industrial usada promete uma elevada capacidade, mas acarreta um risco elevado: eletrónica envelhecida, componentes de movimento desactualizados e dificuldade em obter peças antigas. Uma máquina nova de nível de entrada oferece suporte do fabricante e componentes modernos, mas carece de desempenho bruto. A não ser que a sua equipa possua uma experiência significativa na renovação de sistemas de alta potência, as novas aquisições garantem geralmente uma fiabilidade superior a longo prazo e uma cobertura de apoio.
Q4: Qual é a área espacial necessária para uma configuração típica de laser de fibra de 4×4 pés?
Uma fibra padrão 4×4 ou 4×8 de 4kW máquina de corte a laser requer cerca de 400 a 600 pés quadrados. Isto inclui a máquina propriamente dita, o refrigerador, o compartimento do extrator de fumos necessário, as faixas de segurança para o operador e o espaço livre necessário à volta da área operacional.
Q5: Que medidas de conformidade regulamentar da OSHA devem ser tomadas antes da operação?
Os principais itens de conformidade envolvem a segurança de compartimentos de segurança de laser de Classe 1 totalmente fechados para ciclos de produção, a validação da capacidade de extração de fumos através de testes de fluxo de ar, a instalação de estações de segurança de emergência adequadas e a manutenção de registos documentados de formação de operadores. Todas as trajectórias do raio laser devem estar completamente inacessíveis durante os ciclos de corte.
IX. Conclusão: Finalização da aquisição informada
A. Lista de controlo final não negociável antes da assinatura do contrato
Confirme estes pontos críticos antes de se comprometer com qualquer orçamento para cortadores laser cnc:
- Uma FAT bem sucedida e testemunhada realizada com os seus ficheiros de geometria de produção exactos.
- Uma projeção transparente do TCO que cobre três anos de custos de utilidades e consumíveis.
- Um Acordo de Nível de Serviço (SLA) escrito que garanta tempos de resposta para falhas críticas.
- Confirmação explícita de que todos os sistemas auxiliares necessários (refrigeradores, compressores, extração) estão incluídos ou definitivamente listados como itens excluídos.
B. Preparar o seu investimento em tecnologia para o futuro
A aquisição da sua primeira máquina marca um passo estratégico em direção a uma eficiência de fabrico moderna. Ao concentrar-se rigidamente no TCO, ao fazer corresponder corretamente a capacidade de potência às necessidades reais de material e ao verificar a credibilidade do fornecedor - princípios que aplicamos em todas as implementações com origem em Nanjing - assegura o seu investimento numa nova máquina de corte a laser como uma plataforma de expansão, em vez de uma fonte contínua de fricção operacional.


{kind=link}
{kind=link}