
The Пальцавая лазерная рэзкая машына з валакнавым лазерам азначае рашучы пераход у вырабе з металу, спалучаючы ў сабе сырую эфектыўнасць і дакладнасць прамысловай тэхналогіі валаконнага лазера з беспрэцэдэнтнай партатыўнасцю. Цяпер аператары могуць накіроўваць лазер непасрэдна на дэталь — ці то рэзка масіўнага стальнога бэлька на месцы, мадыфікацыя складанага трубчастага зборніка або праца ў абмежаваных умовах тэхнічнага абслугоўвання. Гэтая магчымасць пазбаўляе ад лагістычных клопатаў, звязаных з перавозкай грувасткіх матэрыялаў да стацыянарнай канструкцыі з маніпулятарам. Абапіраючыся на шматгадовы досвед у галіне прамысловага абсталявання, гэта кіраўніцтва падрабязна апісвае механіку, спосабы разгортвання, крытэрыі выбару і асноўныя пратаколы бяспекі для гэтых трансфармацыйных інструментаў.
I. Уводзіны: Рэвалюцыя ў вытворчасці праз мабільнасць
H3: Апісанне партатыўных лазерных гравіровачных установак
A Пальмальны лазер для рэзкі металу па сутнасці, гэта сістэма з аптычным валакном, у якой рэжучая галава — сама рэжучая сопла — фізічна аддзелена ад асноўнага шасі, у якім знаходзяцца лазерная крыніца, ахаладжальнік і блок сілкавання. Высокаэнергетычнае святло перамяшчаецца праз гнуткае аптычнае валакно, каб чыста растапіць, выпарыць або спаліць матэрыял. Ключавая адметная рыса — гэта здольнасць аператара ўручную кіраваць галавой, што забяспечвае спрыт, які не могуць узнавіць стацыянарныя сістэмы. У кампаніі HADEN Intelligent Equipment Technology Co., Ltd. мы выкарыстоўваем гэтыя інструменты, каб запоўніць прабелы там, дзе традыцыйная ЧПК-рэзка аказваецца непрактычнай.
H3: Павышэнне эфектыўнасці ў параўнанні з плазменнымі сістэмамі і сістэмамі CO2
Пераход галіны на ручныя валаконныя лазеры абумоўлены відавочнымі і вымернымі перавагамі ў прадукцыйнасці:
- Дакладнасць разрэзу: Валаконныя лазеры забяспечваюць значна больш вузкую зону зрэзу, чым плазменныя факелы. Гэтая высокая дакладнасць мінімізуе адходы матэрыялу, што з'яўляецца важным фактарам у праектах высокай каштоўнасці.
- Прапускная здольнасць: Для матэрыялаў таўшчынёй да 10 мм валаконныя лазеры забяспечваюць найвышэйшую хуткасць, асабліва пры выкарыстанні высокачыстых дапаможных газаў, такіх як азот, для атрымання пакрыццяў без раколін.
- Матэрыяльны агностицызм: У той час як плазменныя ўстаноўкі выдатна спраўляюцца з моцна акісленымі або тоўстымі матэрыяламі, валаконныя лазеры эфектыўна апрацоўваюць большасць чорных і каляровых металаў з мінімальнай карэкціроўкай параметраў пры ўмове дастатковай магутнасці. Лазеры CO2 па-ранейшаму саступаюць у рэзцы металу з-за больш нізкай хуткасці і меншай эфектыўнасці пераносу энергіі.
- Выдаткі на валоданне: Аптычныя валаконныя сістэмы, як правіла, патрабуюць менш тэхнічнага абслугоўвання, чым расходныя матэрыялы для плазменных паяльных электродаў, і з'яўляюцца больш энергаэфектыўнымі, чым старыя CO2-апараты, што зніжае Агульны кошт валодання (TCO).
H3: Каштоўнасная прапанова: хуткасць сустракае ўніверсальнасць у полі
Мабільнасць — галоўная перавага. Уявіце сабе мадыфікацыю канструкцыйных апор на актыўнай маставой канструкцыі або абслугоўванне ўнутраных кампанентаў трубаправода — задачы, невырашальныя для буйных мантажных кранаў. Гэты непасрэдны доступ у спалучэнні з хуткасцю валакна дазваляе цэхам і палявым брыгадам скарачаць тэрміны рамонту і мадыфікацый. Каштоўнасная прапанова сапраўднага Пальмавая лазерная рэзкая машына Тут бетон.

II. Асноўная тэхналогія: як працуюць ручныя лазеры
H3: Асновы валаконна-лазернай тэхнікі: крыніца, падача і факусоўка
Працэс залежыць ад дастаўкі святловых пучкоў па аптычным валакне. Крыніца святла, звычайна дыёдна-пампаваны цвёрдацельны генератар, узбуджае дапаваную аптычную валакніну (асяроддзе ўзмацнення). Гэтая ўзмацнёная энергія праходзіць праз дастаўляльнае валакно — вельмі гнуткае, што пазбаўляе ад праблем з выраўноўваннем люстраных траекторый пучка. У галоўцы фокусную групу лінзаў канцэнтруе гэты пучок з дакладнасцю на паверхні матэрыялу.
H3: Архітэктура кампанента
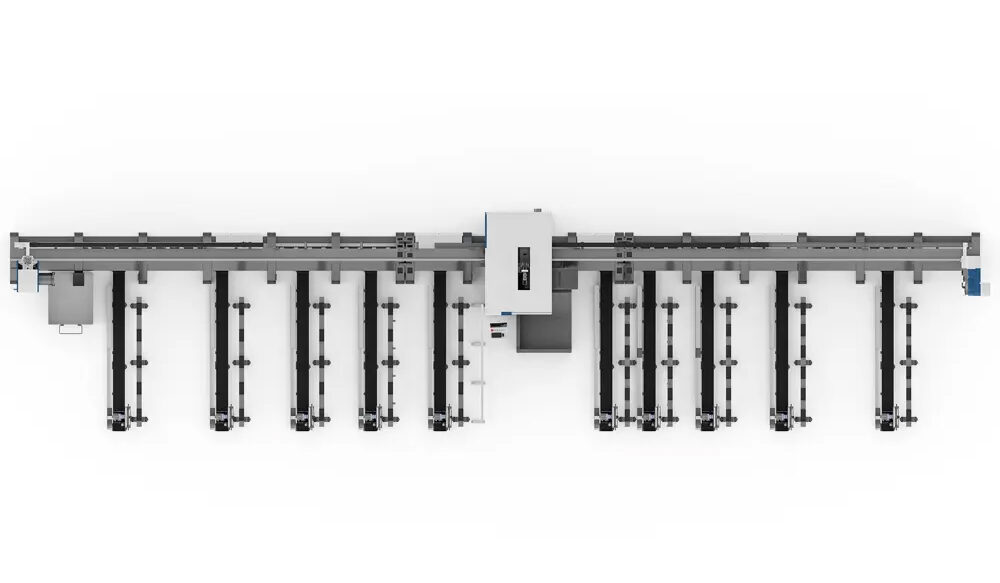
Кампетэнтны партатыўны прыбор складаецца з трох асноўных модуляў, якія звычайна ўсталёўваюцца на мабільны вазок:
- Лазерная крыніца: Дыёдны лазерны крыніца стварае выпраменьванне. Сучасныя прамысловыя блокі выкарыстоўваюць высокаэфектыўныя валаконныя модулі, якія патрабуюць мінімальнага абслугоўвання.
- Сістэма ахалоджвання: Высокая выхадная магутнасць выпрацоўвае цяпло. Інтэграваны чылер з'яўляецца абавязковым элементам для падтрымання тэмпературы крыніцы, што непасрэдна абараняе якасць промня і тэрмін службы. Адмова сістэмы ахалоджвання патрабуе неадкладнага адключэння.
- Кантроль і кіраванне газам: Гэты модуль рэгулюе магутнасць пучка, частату імпульсаў і, што крытычна важна, мадулюе паток і ціск неабходных дапаможны газ (Паветра, O₂ або N₂) падаецца да рэжучага сопла.
H3: Раскрыццё паказчыкаў магутнасці для скарачэння магутнасці
Калі ацэньваеш Пальмальны лазерны выразальнік, магутнасць мае ключавое значэнне, але сама па сабе недастатковая. Частата імпульсаў (Гц) кантралюе часы падачы энергіі, што жыццёва важна для якасці зваркі. Сапраўдная рэжучая здольнасць з'яўляецца сумай магутнасці, якасці пучка і дапамогі газу. Машына магутнасцю 1,5 кВт проста не мае неабходнай шчыльнасці энергіі, каб хутка пераадолець цеплавую масу вугляродзістай сталі таўшчынёй 6 мм, нават з вопытным аператарам, у адрозненне ад магутнай сістэмы 3 кВт.

III. Разгортванне і магчымасці: Раскрыты патэнцыял партатыўнасці
H3: Гарячыя кропкі апрацоўкі для партатыўнай лазернай рэзкі
The Пальцавая лазерная рэзкая машына з валакнавым лазерам Выдатна падыходзіць для выпадкаў, калі памер дэталі не дазваляе выкарыстоўваць ЧПК-аўтаматызацыю:
- Падрыхтоўка скосаў або краёвых злучэнняў на тоўстых пласцінах перад зварнымі работамі.
- Абрэзка арміруючых пласцін або фланцаў непасрэдна на існуючых зборках на месцы.
- Дакладны знос або мадыфікацыя канструкцый, якія ўжо знаходзяцца на вытворчай пляцоўцы.
H3: Парушэнне матэрыялаў: сталь супраць нежалезных сплавоў
Сталь рэжацца чыста з дапамогай дапаможнага газу кіслароду (рэзка з акісленнем). Нежалезныя матэрыялы, такія як алюміній і медзь, патрабуюць дапаможнага газу азоту высокай чысціні для прымусовага выкідвання расплаўленага металу, прадухіляючы ўтварэнне шлаку і паверхневае акісленне. Пачаткоўцы часта робяць памылку, выкарыстоўваючы налады для сталі на люстраных металах; медзь і латунь патрабуюць большай магутнасці і пільнага кантролю ціску газу для дасягнення поспеху.
H3: Пашырэнне функцый: зварка і накладванне пакрыццяў (машына для зваркі валаконна-лазерным прамянем)
Многія сучасныя партатыўныя сістэмы з'яўляюцца двухмэтавымі. З дапамогай рэгулявання характарыстык факусоўкі і імпульсаў гэтыя прылады становяцца высокамагутнымі. Лазерная зваркавалачная машына платформаў. Яны выдатна спраўляюцца з выкананнем дакладных фасонных зварных швоў або халоднай зваркай розных металаў, дзе неабходны строгі кантроль за ўваходнай цеплынёй для прадухілення дэфармацыі — гэта вялікі плюс пры працы са тонкімі аўтамабільнымі лістамі.
H3: Выкарыстанне ў прамысловасці: аўтамабільная прамысловасць, вытворчасць шыльдаў і палявыя паслугі
Пры рамонце аўтамабіляў гэтыя лазеры дакладна выразаюць заржавелыя канструкцыйныя элементы або абразаюць панэлі кузава на замену. Вытворчасць шыльдаў выкарыстоўвае дакладнасць для стварэння складаных надпісаў, схаваных пад плазменным шлакам. Для мантажных брыгад выразанне дэфектнага ўчастка прамысловай вентыляцыйнай трубы або фланца на месцы эканоміць гадзіны на разборцы.
IV. Тэхнічны аналіз: важныя спецыфікацыі
H3: Эвалюцыя якасці промня (значэнне M²)
Прагрэс у крыніцах валакна — пераход ад старых MOPA да сучасных высокамагутных аднамодавых канструкцый — значна палепшыў якасць пучка (значэнне M²). Лепшая якасць пучка азначае меншую факальную пляму, больш высокую шчыльнасць энергіі, больш хуткія выразы і больш чыстыя краі пры той жа магутнасці. Заўсёды запытвайце спецыфікацыю M² пры праверцы любога Пальмальны лазер для рэзкі металу.
H3: Крытычныя параметры выбару
Прыдзірлівая ацэнка гэтых эксплуатацыйных характарыстык вызначае правільны выбар машыны:
- Фокусная адлегласць і дыяметр пучка: Яны вызначаюць памер плямы і глыбіню засяроджвання. Разрэз тоўстай пліты часта выйграе ад крыху большай фокуснае адлегласці, каб забяспечыць дастатковае пранікненне энергіі на глыбіню матэрыялу.
- Максімальная хуткасць руху: Гэта сапраўдны паказчык прадукцыйнасці станцыі. 3-кВт прылада, якая дасягае хуткасці 10 м/хв на сталі 3 мм, значна пераўзыходзіць 2-кВт прыладу, што поўзіць з хуткасцю 4 м/хв.
- Дапамагчы задаволіць попыт на газ: Матэрыял вызначае газ. Калі звычайна выразаюць алюміній або нержавеючую сталь, пераканайцеся, што машына спраўляецца з высокімі прапускнымі здольнасцямі і ціскамі, неабходнымі для азоснай падтрымкі, і не забудзьцеся ўлічыць спажыванне газу ў бюджэце.
H3: Эрганоміка ручной часткі і інтэграваная бяспека
З інжынернага пункту гледжання, арыентаванага на працяглы тэрмін службы аператара, баланс ручной часткі інструмента мае першараднае значэнне. Дрэнная эрганоміка выклікае стомленасць аператара, што прыводзіць да нестабільных зрэзаў і павышанай рызыкі. Прэстыжныя пастаўшчыкі, такія як Haden Machine, распрацоўваюць свае галоўкі з аптымізаваным размеркаваннем вагі, лёгкадаступнымі спускамі і інтэграванымі бяспекавымі блокіравальнікамі (напрыклад, актывацыя пучка толькі пасля пацвярджэння кантакту з матэрыялам).
V. Інвестыцыйны аналіз: параўнанне партатыўных рэзакаў
H3: Адкрытыя сістэмы супраць закрытых элементаў
Пальмавыя сістэмы па сваёй прыродзе адкрытыя сістэмы—рабочы аб'ект не закрыты. Гэта забяспечвае мабільнасць, але ўводзіць асноўную адказнасць па бяспецы (разглядаецца ў Раздзеле VI). Стацыянарныя закрытыя сістэмы забяспечваюць аўтаматызаваны кантроль і найлепшае ўтрыманне. Ручныя прылады найлепш падыходзяць для мадыфікацый, палявых рамонтаў або задач, якія ўключаюць кампаненты, занадта вялікія, каб размясціць іх у герметычнай камеры.
H3: Вызначэнне магутнасці для прымянення (лакальны лазерны выразальнік металу, які прадаецца)
Моцнасць вызначае сферу вашага прымянення. Пазбягайце залішняй магутнасці, але заўсёды пакідайце запас на выпадак будучых патрэб. Як раіць HADEN Intelligent Equipment Technology Co., Ltd., максімізацыя эфектыўнасці азначае выбар узроўню магутнасці, які надзейна забяспечвае чысты зрэз за адзін праход пры найбольш распаўсюджанай таўшчыні матэрыялу.
H3: Ацэнка найважнейшых спецыфікацый
Выкарыстоўвайце гэтую табліцу як стандартызаваную аснову пры параўнанні любога У продажы партатыўны лазерны выразальнік металу:
| Асаблівасць | Мадэль базавага ўзроўню (напрыклад, 1000 Вт) | Прафесійная мадэль (напрыклад, 2000 Вт і больш) | Мэтавы карыстальнік |
|---|---|---|---|
| Макс. таўшчыня сталі (1 праход) | 3 мм – 5 мм | 8 мм – 15 мм | Хобі / Лёгкае вырабленне |
| Хуткасць рэзкі (тонкага ліста) | Умераны | Вельмі высокі | Вытворчасць вялікімі аб'ёмамі |
| Якасць промня/Памер плямы | Стандарт | Найвышэйшая дакладнасць | Высакадакладныя інжынерныя майстэрні |
| Пачатковыя капітальныя выдаткі | Ніжэйшая кропка ўваходу | Значныя інвестыцыі | Аперацыйная дзейнасць, арыентаваная на бюджэт |
H3: Агульны кошт валодання (TCO): Па-за межамі рахунку-фактуры
Разлікі ТКО павінны ўключаць расходныя матэрыялы: зменныя сопла, факусуючыя лінзы (забруджаныя брызгалкай) і газ высокай чысціні. Хоць лазерны крыніца разлічаны на больш чым 100 000 гадзін, дасягненне гэтай мэты патрабуе дбайнага абслугоўвання ахаладжальніка і стабільнага электрасілкавання. Адкладанне тэхнічнага абслугоўвання на больш таннай на першапачатковым этапе прыладзе хутка зводзіць на нішто любыя першапачатковыя эканоміі.
VI. Мандат бяспекі: Адказнае выкарыстанне партатыўнага прылады
H3: Разуменне небяспек IV класа і небяспекі для вачэй
Гэты раздзел патрабуе ўвагі. Практычна ўсе партатыўныя валаконна-лазеры з'яўляюцца Клас IV прылады. Гэта азначае непасрэдную небяспеку ад прамяня, небяспеку рассеянага адлюстравання і патэнцыйную здольнасць выклікаць узгаранне лёгкаўзгаральных рэчываў. Нябачны інфрачырвоны выпраменьванне 1064 нм можа выклікаць неадкладную незваротную шкоду сятчатцы без выклікання неадкладных фізічных адчуванняў.
H3: Абавязковыя СІЗ: акуляры, ахоўныя прылады і якасць паветра
Эксплуатацыя Пальмальны лазерны выразальнік забяспечвае выкананне строгіх пратаколаў СІА:
- Сертыфікаваныя акуляры: Павінны мець пэўныя ацэнкі OD (звычайна OD 6+) для даўжыні хвалі 1064 нм. Стандартныя ахоўныя акуляры не забяспечваюць ніякай абароны.
- Неадбівальнае адзенне: Аператары патрабуюць цёмнага, цяжкага, несінтэтычнага адзення, якое пакрывае ўсе паверхні скуры.
- Вентыляцыя: Пры выпарыванні ўтвараюцца выпары, якія змяшчаюць небяспечныя металічныя аксіды і цвёрдыя часціцы. Мясцовая выцяжная вентыляцыя (МВВ) з'яўляецца абавязковай, а не рэкамендаванай.
H3: Пратаколы папярэджання пажараў і адводу дыму
Рэзка тоўстага металу звязана з высокай рызыкай узгарання ад расплаўленых брызгалак. Забяспечце неадкладны доступ да адпаведнага вогнетушыцеля класа D. Пры працы побач з існуючай фарбай або лятучымі вадкасцямі прызначце спецыяльнага пажарнага вартаўніка. Сістэмы LEV павінны эфектыўна адводзіць пары ад аператара і належным чынам фільтраваць выхлапны паток.
H3: Адпаведнасць нарматыўным патрабаванням: OSHA і кіраванне бяспекай
У ЗША аперацыі падпадаюць пад Кіраўніцтва OSHAlінесы (29 CFR 1910.252 для зваркі). Любое прамысловае разгортванне Пальцавая лазерная рэзкая машына з валакнавым лазерам Патрабуецца наяўнасць афіцыйнай Праграмы бяспечнага выкарыстання лазераў (ПБЛ), якая кантралюецца прызначаным супрацоўнікам па бяспецы лазераў (СБЛ), адказным за вызначэнне і кантроль Намінальнай зоны небяспекі (НЗН).
VII. Фаза набыцця: пошук і праверка
H3: Праверка пастаўшчыкоў і асноўная вытворчая добрасумленнасць
Рынак перапродажу перанасычаны. Каб гарантаваць якасць, засяродзьцеся на вытворцах, якія альбо вырабляюць свае асноўныя кампаненты, альбо дэманструюць праверныя, доўгатэрміновыя адносіны з першакрыніцамі-пастаўшчыкамі. Кампанія Haden Machine, якая працуе ў прамысловым парку Шицю ў горадзе Нанкін, аддае перавагу інжынерным сістэмам з праверанай прапускной здольнасцю і даказанай даўгавечнасцю.
H3: Патрабаванні перад пакупкай: дэманстрацыі, тэсціраванне і яснасць адносна гарантыі
Не канчаткова завяршайце пакупку для Партсінавая ручная лазерная рэзкая машына з валакнавым лазерам Заснавана толькі на маркетынгавых матэрыялах. Патрабуйце правядзення жывых выпрабаванняў матэрыялаў з выкарыстаннем вашай канкрэтнай маркі сплаву і мэтавай таўшчыні. Уважліва вывучыце тэкст гарантыі, які ахоплівае модуль лазернай крыніцы — самую дарагую дэталь, — і ўдакладніце ўмовы адносна чаканага зніжэння прадукцыйнасці ў працэсе эксплуатацыі.
H3: Фінансавае структураванне і імпартная лагістыка
Улічваючы першапачатковыя капіталаўкладанні, разгледзьце варыянты лізінгу або структураванага фінансавання. Імпарт патрабуе дакладнага разліку канчатковага кошту, які ўключае мытныя пошліны, спецыялізаную фрахтавую страхоўку і, што самае важнае, гарантаванне мясцовага доступу да сертыфікаваных тэхнікаў па абслугоўванні, якія маюць кваліфікацыю на канкрэтную архітэктуру гэтай машыны.
H3: Даступнасць падтрымкі і наяўнасць запчастак
Бесдзейнасць машыны хутка прыводзіць да страты даходу. Ацаніце наяўнасць у пастаўшчыка неабходных запчастак (форсунак, лінзаў, ахоўных шкель) і гарантаваны час рэагавання на крытычныя адмовы. Машына без абслугоўвання — гэта ўсяго толькі дарагая сталь.
VIII. Аперацыйная дасканаласць: наладка, каліброўка і выкананне
H3: Кантрольны спіс першапачатковага разгортвання: цэласнасць сістэм электра- і газазабеспячэння
Фазу наладкі трэба выконваць без абыходных шляхоў. Праверце ўзровень і чысціню вадкасці ў чылеры. Пераканайцеся, што ўваходнае электразабеспячэнне падтрымлівае неабходную стабільнасць напружання — лазерныя дыёды вельмі адчувальныя да правалаў і скачкоў. Забяспечце надзейнасць злучэнняў у лініі дапаможнага газу, дбайна правяраючы на наяўнасць уцечак паміж галоўным размеркавальным калектарам і рэжучай галоўкай.
H3: Каліброўка для якасных краёў і вызначэнне фаскі
Каліброўка фокуса вызначае якасць рэзкі. Гэтая працэдура ўключае ў сябе выкананьне пробных праходаў па адходах матэрыялу з рэгуляваннем дыска фокуса па восі Z да з'яўлення самай тонкай і чыстай лініі на зададзенай таўшчыні. Гэтую крытычную рэгуляванне неабходна паўторна правяраць на пачатку кожнай змены або пасля любога тэхнічнага абслугоўвання сопла/аб'ектыва.
Майстэрства працоўнага працэсу: Тактыка ручнога інструментальнага траекторнага руху
Праца ўручную азначае, што аператар *сам* з'яўляецца ЧПК. Пры складаных контурах пазбягайце вострых 90-градусных вуглоў, дзе час уздзеяння лазера выклікае лакалізаванае назапашванне цяпла. Замест гэтага выкарыстоўвайце плаўныя падходы і адходы. Пры доўгіх лінейных зрэзах аператар павінен падтрымліваць строга стабільную хуткасць руху, каб прадухіліць прагінанне або скажэнне.
H3: Дыягностыка і ліквідацыя недахопаў: шлакі, зона тэрмічнага ўздзеяння і нерэгулярнасці краёў
Паводле палявога досведу, распаўсюджаныя памылкі рэзкі маюць пэўныя прычыны:
- Моцнае прыліпанне шлаку: Звычайна недастатковы ціск/расход дапаможнага газу або памылка факусоўкі, якая перашкаджае чыстаму пранікненню на дно.
- Зона звышмернага нагрэву (HAZ): Хуткасць руху занадта нізкая ў параўнанні з рэжымам магутнасці, што выклікае змяненне колеру матэрыялу або лакалізаванае зацвярдзенне.
- Скрыўленыя/хваляватыя краі: Амаль заўсёды звязана з непаслядоўнай працай аператара або з брудным/пашкоджаным факусуючым лінзаблокам, што выклікае асіметрыю пучка.
IX. Расчараванні карыстальнікаў і практычныя рашэнні на месцы
Вырашэнне распаўсюджаных праблем аператараў мае важнае значэнне для паспяховага разгортвання Пальцавая лазерная рэзкая машына з валакнавым лазерам тэхналогія:
- Праблемная кропка: Няроўная апрацоўка краёў пры апрацоўцы тоўстай нержавеючай сталі.
Выправіць: Пацвердзіце чысціню дапаможнага газу і пераканайцеся, што фокуснае выраўноўванне дакладна адпавядае таўшчыні матэрыялу. Часта невялікае павышэнне ціску азоту эфектыўна ачышчае расплаўленую траекторыю. - Праблемная кропка: Хуткі знос расходных матэрыялаў (соплаў, лінзаў).
Выправіць: Увядзіце абавязковыя штодзённыя працэдуры ўборкі, надаючы асаблівую ўвагу выціранню ахоўнага шкла пасля кожнага выпадку брызгання. Захоўвайце запас найважнейшых запчастак у сертыфікаваных дыстрыб'ютараў, такіх як Haden Machine. - Праблемная кропка: Дакладнае размяшчэнне на вялікіх вертыкальных паверхнях аказваецца складаным.
Выправіць: Размясціце спецыялізаваныя магнітныя асновы, абсталяваныя дакладным рэгуляваннем па восі Z, або крынічныя блокі з прасунутым праграмным забеспячэннем для кампенсацыі джытэра, каб згладзіць уласныя рухі аператара. - Праблемная кропка: Занепакоенасць наконт чаканай працягласці жыцця лазернага крыніцы.
Выправіць: Пастаянна кантралюйце рабочую тэмпературу праз інтэрфейс кіравання. Строга прытрымлівайцеся абмежаванняў цыкла працы, асабліва падчас працяглых зваркіных цыклаў. Ніколі не спрабуйце абысці сігналізацыю ахалоджвальніка.
X. Будучыня перапрацоўкі металу ў палявых умовах
H3: Змяншэнне шчыльнасці магутнасці і габарытаў
Трэнд відавочны: павелічэнне магутнасці пры меншых габарытах. Мы мяркуем, што неўзабаве ручныя прылады на 6 кВт і 8 кВт стануць асноўнымі, значна пашыраючы ліміты таўшчыні зрэзу да ўзроўню паказчыкаў стацыянарных 10-кВт прылад пачатковага класа. Адначасова інтэграцыя ўстановак для ахалоджвання працягне змяншаць агульны памер сістэмы.
H3: Інтэграцыя ШІ ў кіраванне працэсамі
ШІ развіваецца ў сферы зваркі, аналізуючы ванну плаўлення ў рэжыме рэальнага часу для аўтаматызацыі схем вагання і хуткасці падачы прыпою. Пры рэзцы маніторынг геаметрыі краю дазваляе ШІ выяўляць адхіленні параметраў, прадухіляючы брак яшчэ да таго, як ён пакіне машыну.
H3: Пераносны супраць стацыянарнага: агляд перспектыў (пераносны лазерны рэзак для сталі)
Для апрацоўкі плоскіх панэляў вялікімі аб'ёмамі і ў паўтаральных цыклах аўтаматызаваная партовая сістэма захоўвае сваю перавагу ў хуткасці. Аднак для прадпрыемстваў, якія выконваюць аднаразовыя індывідуальныя заказы, палявыя рамонтныя работы або працуюць з складанымі 3D-структурамі, універсальнасць Пальмавая лазерная рэзкая машына для сталі будзе працягваць заваёўваць долю рынку там, дзе хуткасць аўтаматызацыі другасная ў параўнанні з пазіцыйнай гібкасцю.
XI. Частыя пытанні (FAQ)
H3: Ці можа партатыўны лазер замяніць вугляродны лазер для рэзкі акрылу?
Не. Валаконныя лазеры працуюць на хвалі даўжынёй каля 1,06 мікраметра (ІЧ), якую большасць пластыкаў, у тым ліку акрыл, дрэнна паглынаюць. CO2-лазеры (10,6 мікраметра) з'яўляюцца стандартам для атрымання чыстага, без расплаўлення краю на акрыле.
H3: Які рэалістычны ліміт таўшчыні мяккай сталі для ручнога прыбора магутнасцю 2 кВт?
Пры аптымальных умовах — чысты матэрыял, чысты азотны асіст, ідэальная факусоўка — якасная 2-кВт устаноўка надзейна забяспечвае чыстыя разрэзы да 8 мм. Пры спробе разрэзаць больш за 10 мм адным праходам вынікі становяцца нестабільнымі: разрэз, хутчэй за ўсё, атрымаецца, але ўтворыцца шмат шлаку, які патрабуе працяглай шліфоўкі.
H3: Наколькі крутым з'яўляецца вуглавы каэфіцыент вучэння для дасведчанага зваршчыка?
Навыкі маніпулявання стрыжнямі добра пераносяцца, але патрабуецца большая дакладнасць. Кваліфікаванаму зваршчыку звычайна патрабуецца 20-40 гадзін мэтанакіраванага навучання, каб асвоіць стабільнасць каліброўкі фокуса, неабходную для падтрымання выдатнай якасці краёў з Пальмальны лазерны выразальнік.
H3: Які чаканы тэрмін службы модуля лазернага крыніцы з валаконным лазерам?
Пры правільным абслугоўванні — захаванні ўстаноўленых рабочых тэмператур і пазбяганні пастаяннай працы ў рэжыме цыкла нагрузкі 100% — крыніца звычайна працуе ад 8 да 15 гадоў. З-за высокага кошту замены вельмі важнымі з'яўляюцца дбайны догляд за сістэмай ахалоджвання і абарона ад механічных удараў.
H3: Ці азначае партатыўнасць меншую магутнасць, чым у стацыянарных прылад?
Не абавязкова. Хоць стацыянарныя сістэмы маюць магутнасць да 20 кВт і больш, партатыўнасць датычыцца сістэмы *дастаўкі*, а не *генерацыі* промня. Ручная машына магутнасцю 3 кВт паказвае вынікі, параўнальныя з 3-кВт стацыянарнай устаноўкай пры простых праходах, але стацыянарная машына набірае хуткасць дзякуючы аўтаматызаванаму кіраванню восямі.

{kind=link}
{kind=link}