
Acquiring your initial laser cutting machine demands far more scrutiny than merely comparing entry quotes from listings advertising laser machines for sale. True expenditure lies in the Total Cost of Ownership (TCO): consumables, facility infrastructure upgrades (especially ventilation), and maintenance overhead. For processing metals in an industrial setting, a Fiber laser source sets the current benchmark, balancing requisite speed with precision and efficiency. This analysis, built on decades of fabrication expertise, outlines the core technology decisions, details the genuine investment scale for a CNC laser cutting machine, and provides the vetting framework necessary to ensure capital outlay translates to sustained productivity.
I. Introduction: Entering the Laser Cutting Ecosystem
A. The Mature Revolution: Why Now is the Time for Adoption
Laser cutting technology, driven by advanced fiber systems, has cemented its role as manufacturing bedrock. Augmenting current fabrication or launching a new metal service hinges on leveraging the efficiency, tight kerf, and automated throughput these modern industrial laser cutter platforms offer. The strategic question is no longer if adoption is necessary, but how to integrate the right equipment intelligently, avoiding capital sinks tied to underutilized or overly complex setups.
B. Reality Check: Cut Through the Hype
The market bombards buyers with vendors promising exaggerated speeds and unsustainably low purchase prices. Real-world production demands equipment robustness—a system built for continuous operation, not just show floor demonstrations. Operators must master more than just CAD/CAM; proficiency in gas mixture management, precise focal calibration, and rigorous preventative maintenance protocols directly dictates uptime. An economy purchase almost always morphs into expensive operational trouble.
C. Guide Objective: Defining Requirements and True Investment
This review equips the prospective owner with the practical insight to clearly define precise material requirements, calculate the definitive laser cutter cost, and select a machine—ranging from pilot units to a heavy-duty industrial laser cutting machine—capable of supporting a decade of business objectives.
II. Calculating Real Cost: Total Cost of Ownership (TCO) Over Sticker Price
The posted price on any batch of laser machines for sale represents just the initial outlay against long-term operational reality. A precise TCO forecast is mandatory for sound financial planning.
A. Initial Capital: The Machine Acquisition
1. Rack & Pinion vs. High-Precision Motion Control
Budget-tier cnc laser cutters typically employ dependable rack and pinion drives. These handle prototyping or thin, non-critical materials adequately. However, production environments requiring high speeds and tight tolerances demand superior systems. Mid-range units often integrate higher-rated fiber sources (3kW to 8kW) and favor more rigorous motion platforms.
2. Scrutinizing “For Sale” Listings for Hidden Fees
Examine every quote detail. Is the chiller included? Have costs for the necessary assist gas supply—essential for thick plate processing using high-pressure oxygen or nitrogen—been quantified? Often, advertised figures omit required safety enclosures, industrial-grade fume extraction units, or necessary power conditioning hardware.
B. Commissioning, Installation, and Onsite Training
Expert installation guarantees precise optical alignment, a process that demands many hours from seasoned technicians, particularly on high-tolerance laser table cutter systems. Subpar setup guarantees immediate scrap rates. Budget for technician travel, lodging, and the actual labor for commissioning. Training must cover not just operation, but the specific preventative maintenance routines dictated by the laser source OEM.
C. Operational Expenditures (OpEx): The Ongoing Drain
1. Consumables Management: Nozzles, Lenses, and Optics
Consumables consumption scales directly with material processed and utilization intensity. Cutting highly reflective materials like aluminum or brass accelerates wear on high-quality nozzles and focusing lenses. Based on our operational data, we budget for lens replacement every 1,000 to 2,000 operating hours, contingent on shielding gas quality and parameter rigor. Poor component quality rapidly compresses this lifespan.
2. Utilities: Analyzing Power Draw and Gas Consumption
Power consumption is substantial, especially with higher-kilowatt (kW) fiber lasers. A 12kW system demands dedicated, high-capacity electrical service. Assist gas is another major cost vector. Nitrogen cutting—required for clean, bright edges on stainless—demands far greater flow rates than oxygen cutting. Operational savings or losses hinge on continuously optimizing assist gas pressure by skilled technicians.
D. Service Contracts, Maintenance Planning, and Spares Inventory
For mission-critical operations, OEM service contracts guarantee response windows but incur significant expense. An alternative involves developing in-house maintenance competence, requiring investment in a strategic spare parts inventory (e.g., motion drives, critical electronic modules). Understand the machine’s documented Mean Time Between Failures (MTBF) history before locking into a long-term support structure.
E. Infrastructure Prerequisites: Ventilation, Safety, and Footprint
This frequently overlooked capital expense involves compliance. OSHA mandates robust fume extraction for metal cutting, demanding filtration capable of neutralizing fine particulates and combustion byproducts. A high-power laser cutting machine often necessitates a dedicated, climate-controlled bay, isolated from general shop traffic due to its sensitivity to vibration and clearance requirements.

III. Laser Technology Selection: Matching Tool to Task
The Fiber versus CO2 decision profoundly impacts material compatibility and long-term operational costs.
A. Laser Source Deep Dive: Fiber vs. CO2
1. Fiber Lasers: Metal Processing Efficiency and Versatility
Fiber lasers currently dominate metal fabrication. They use diode-pumped solid-state technology channeled through an optical fiber. They deliver near-perfect beam quality, superior wall-plug efficiency (translating to lower utility costs), and minimal optics maintenance compared to older CO2 designs. They excel at high-speed cutting of thin to medium-gauge carbon and stainless steel. For modern metalwork, fiber is the baseline choice for any industrial laser cutter acquisition.
2. CO2 Lasers: Organics and Maintenance Overhead
CO2 systems maintain an edge on organic materials—wood, acrylics, and certain thick composites—due to wavelength interaction properties. However, for metals, CO2 units are inherently slower, demand frequent, specialized optics maintenance (cleaning and realignment), and generally carry higher operating costs due to power consumption and gas demands.
B. Power Selection: Determining True Wattage Requirements
1. Power Defined by Primary Materials (Steel Gauge, Non-Metals)
Resist the impulse to buy the highest wattage advertised. For production cutting of 1/4″ (6mm) mild steel, a 6kW fiber laser often hits the optimal balance of speed and efficiency. If your work centers below 1/8″ (3mm) aluminum, a 3kW or 4kW platform suffices, yielding significant capital and operating savings. Target throughput (parts per hour) at the lowest sustainable power level.
2. Avoiding the Throughput Trap: Investment vs. Gain
Escalating from 8kW to 15kW can easily double the machine investment while delivering perhaps only a 30% throughput increase on your current material mix. This is the “overkill trap.” Always demand vendor demonstrations using your actual production samples, validated on the specific machine being quoted, to confirm realistic speeds.
C. Performance-Defining Machine Architecture
1. Motion Systems: Linear Motors for Precision
While entry-level CNC laser cutters rely on robust rack and pinion systems, high-speed, high-accuracy applications (aerospace, complex molds) mandate the use of linear motors. Linear drives eliminate backlash, minimize mechanical wear, and deliver vastly superior acceleration profiles and positional repeatability, though they elevate the base laser cutting machine price.
2. Control Platforms and Software Interoperability
The control system dictates machine intelligence. Platforms like CypCut handle nesting and basic operation well on many fiber systems, but proprietary lock-in limits flexibility. We frequently advise clients to seek configurations leveraging widely supported industrial PLC frameworks, such as Beckhoff, for smoother integration into existing Manufacturing Execution Systems (MES).
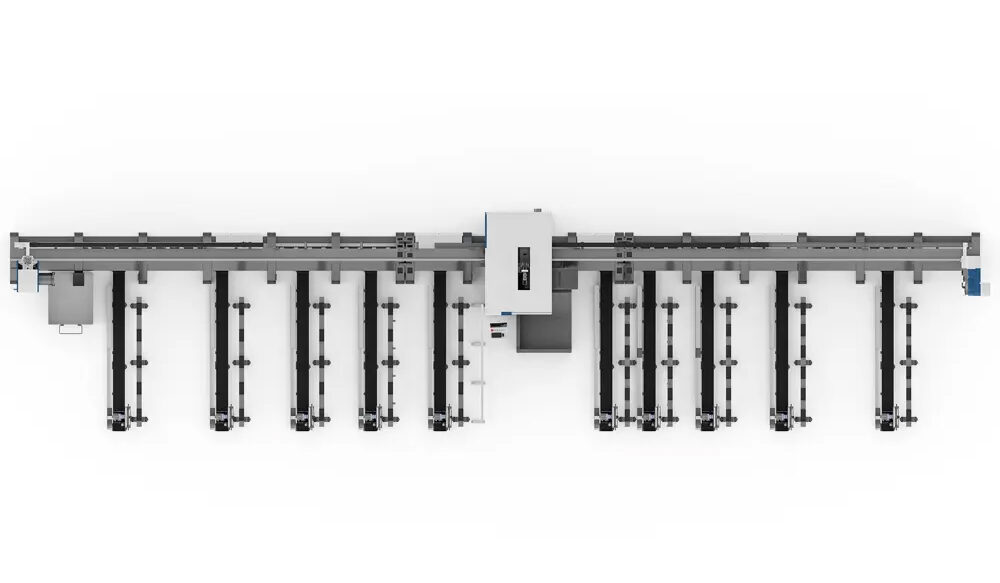
3. Bed Size and Automation Integration (Pallet Systems)
Ensure the machine bed optimally fits standard stock sizes (4×8 or 5×10 sheets). For true, unattended 24/7 operation, automated pallet changers are mandatory, allowing operators to safely stage material while the cutting head remains engaged. This automation is key to rapid ROI on any serious industrial laser cutter.
IV. Investment Landscape: Analyzing Laser Cutter Cost
The final cost of a laser cutting machine fluctuates widely based on power level, integrated automation, and component pedigree. Below is a realistic spectrum analysis.
A. Defining Budget Tiers for CNC Laser Cutting Machines
Buyers must recognize these distinct investment categories:
- Entry-Level/Prototyping ($10k – $30k): Typically lower-wattage CO2 or basic low-power Fiber units. Suitable for wood, plastics, and material thinner than 16 GA. Component and support quality varies substantially here.
- Professional Production Units (Fiber/Industrial Laser Cutter – $50k – $150k): The core category for most serious fabricators. These integrate 3kW to 8kW fiber sources, automated height sensing, and robust motion control for sustained, daily metal throughput.
- High-Volume Industrial Laser Cutting Machine ($200k+): These are heavily automated platforms, often 10kW+, featuring dual pallets, sophisticated gas monitoring, and high-speed linear drives engineered for maximum output where non-operation costs are extreme.
B. Cost Drivers: Determining the Final Quote
The final price is heavily weighted by the laser source manufacturer (e.g., IPG, Raycus), motion system quality, and integrated safety features. At HADEN Intelligent Equipment Technology Co., Ltd., our engineering focus remains on building systemic reliability into the structure to minimize long-term TCO.
C. Capital Strategy: Leasing Versus Direct Purchase
For nascent operations, leasing preserves working capital by aligning payments with revenue generation. Purchasing outright, however, often minimizes total interest paid over five years. Always conduct a side-by-side comparison of the total cash expenditure across a standard five-year term.
| Feature | Entry-Level CO2 Machine | Mid-Range Fiber (Sheet Metal Focus) | High-End Industrial Fiber |
|---|---|---|---|
| Typical Price Range | $15,000 – $30,000 | $60,000 – $120,000 | $180,000+ |
| Max Power (kW) | 100W – 300W | 2kW – 6kW | 8kW – 20kW+ |
| Primary Materials | Wood, Acrylic, Thin Plastics | Thin to Medium Gauge Steel, Aluminum | Heavy Plate Steel, Stainless Steel |
| Cutting Speed (m/min) | Low to Moderate | High | Very High |
| Footprint | Compact (Dedicated Room) | Moderate (Requires dedicated bay) | Large (Requires extensive infrastructure) |
V. Acquisition Protocol: Rigorous Due Diligence
Capital equipment procurement demands strict verification, moving far beyond standard retail transactions.
A. Needs Assessment: Defining Production Priorities
1. Material Matrix: Specifying the 80% Workload
Precisely define the material, thickness, and required edge finish for the bulk (80%) of your expected output. If 14-gauge mild steel dominates your pipeline, spec the machine for optimal performance there, not for the slow, theoretical maximum gauge it might etch.
2. Throughput Targets and Scalability Buffers
If your requirement is 500 sheets monthly, calculate the required parts-per-hour output. The proposed CNC laser cutter must hit this number consistently, incorporating a 20% operational buffer for setup and minor adjustments. Never base planning solely on vendor-supplied performance benchmarks.
B. Supplier and Manufacturer Vetting
1. Support Infrastructure and Service Responsiveness
An idle machine due to a board failure represents immediate revenue loss. Investigate local support capability. Are technicians certified and locally based, or is support dispatched internationally? Response time dictates the difference between a minor schedule slip and a full production shutdown.
2. Warranty Scrutiny: Labor Versus Parts Coverage
A decade-long warranty on the source sounds appealing. Does that warranty absorb the required labor cost from a certified technician needed for replacement? Define clearly what constitutes a covered failure versus standard operational wear.
C. Factory Acceptance Test (FAT) and Site Acceptance Test (SAT)
The FAT, conducted at the builder’s facility (often in China), allows you to confirm your specific machine cuts your production files before shipment. The SAT validates these performance metrics post-installation on your site. These are crucial, non-negotiable contractual checkpoints for quality assurance.
D. Contract Negotiation: Securing Favorable Terms
Beyond the unit price, negotiate Service Level Agreements (SLAs), guaranteed training hours, and payment milestones explicitly tied to successful FAT and SAT completion. For first-time buyers exploring laser machines for sale, securing a bulk initial consumables package is also a prudent negotiation tactic.
VI. Avoiding Common Operational Traps
Based on overseeing dozens of system commissions from our base in Shiqiu Industrial Park, Lishui District, Nanjing City, China, certain mistakes recur predictably.
- Problem: Overpowering the initial purchase, inflating capital cost and electricity consumption.
Remedy: Mandate material sample cuts with the sales engineer to confirm required power levels. Production feasibility must override theoretical maximum capability. - Problem: Underestimating the infrastructure needed for ventilation and fume abatement.
Remedy: Allocate 15-20% of the machine budget solely for safety and environmental control systems. For any new laser cutting machine, this is often the largest necessary non-machine expenditure. - Problem: Inflexible software locking users into high-cost, single-source consumables or restrictive workflows.
Remedy: Prioritize machines utilizing open-standard file formats and readily accessible third-party components. Avoid systems that enforce vendor monopoly on essential supplies. - Problem: Failing to account for all required ancillary equipment (compressors, chillers).
Remedy: Demand a comprehensive utility specification checklist from the supplier before delivery, detailing required flow rates, temperatures, and electrical loads for all support apparatus. - Problem: Initial alignment errors causing persistent quality degradation on the laser table cutter.
Remedy: Require verifiable alignment documentation during installation. Operators must receive documentation focused on beam path verification and nozzle centering procedures.
VII. Integration: Moving Beyond Acquisition
A. Training Mandate: Operation and First-Line Diagnostics
Operators must view the equipment as precision metrology, not just a cutting tool. Training must cover basic optics inspection, gas filtration status monitoring, and initial parameter adjustments—skills that dramatically reduce dependence on emergency service deployment.
B. Workflow Integration: Bridging Software to the CNC Laser Cutter
Top-tier laser power is wasted if preparation software creates inefficient paths. Verify seamless integration between your nesting application (Lantek, SigmaNEST, or native software) and the cutting control, ensuring rapid conversion of complex parts into optimized cutting sequences. This directly impacts overall factory throughput.
C. Material Yield: Nesting Optimization
Material utilization efficiency drives profitability. Devote significant time to optimizing nesting routines for your standard stock sizes. A mere 1% increase in material yield on high volumes of expensive stainless steel translates to substantial annual cost savings.
D. Upgrade Indicators: Recognizing Machine Limitations
The need for an upgrade becomes clear when the machine is consistently demanded for 24/7 operation, faces scheduling bottlenecks even with perfect nesting, or requires constant pushing beyond recommended duty cycles for thickness, resulting in disproportionate maintenance demands.
VIII. FAQ for New Laser Cutter Ownership
Q1: Can a hobby-grade laser cutter process mild steel thicker than 1/8 inch?
While a very high-wattage CO2 or a low-power industrial Fiber unit might physically cut 1/8″ (3mm) mild steel, the process will be slow, leave heavy dross, and rapidly consume consumables. For reliable, dross-free cutting of 1/8″ steel, we advise a minimum commitment of 3kW Fiber power.
Q2: What is the expected lifespan for a reliable fiber laser source?
High-quality, OEM fiber laser sources are conservatively rated for 100,000 operating hours before output power degrades below 70% of the initial specification. With stringent cooling and maintenance practices, many units exceed this operational threshold significantly.
Q3: Weighing the decision: Used industrial laser cutter versus new entry-level?
This hinges entirely on internal technical resources. A used industrial unit promises high capability but carries elevated risk: aging electronics, outdated motion components, and difficulty sourcing legacy parts. A new entry-level machine provides manufacturer support and modern componentry but lacks raw performance. Unless your team possesses significant expertise in refurbishing high-power systems, new acquisitions generally guarantee superior long-term reliability and support coverage.
Q4: What spatial footprint is necessary for a typical 4×4 foot fiber laser configuration?
A standard 4×4 or 4×8 4kW fiber laser cutting machine requires roughly 400 to 600 square feet. This accounts for the machine itself, the chiller, the necessary fume extractor housing, safe operator staging lanes, and required clearance around the operational area.
Q5: What OSHA regulatory compliance steps must be addressed pre-operation?
Key compliance items involve securing fully enclosed Class 1 laser safety enclosures for production runs, validating fume extraction capacity via airflow testing, installing appropriate emergency safety stations, and maintaining documented operator training records. All laser beam paths must be completely inaccessible during cutting cycles.
IX. Conclusion: Finalizing Your Informed Acquisition
A. Non-Negotiable Final Checklist Before Contract Signing
Confirm these critical points before committing to any quote for cnc laser cutters:
- A successful, witnessed FAT performed using your exact production geometry files.
- A transparent TCO projection covering three years of utilities and consumables costs.
- A written Service Level Agreement (SLA) guaranteeing response times for critical failures.
- Explicit confirmation that all required ancillary systems (chillers, compressors, extraction) are either included or definitively listed as excluded items.
B. Future-Proofing Your Technology Investment
The acquisition of your first machine marks a strategic step toward modern manufacturing efficiency. By rigidly focusing on TCO, correctly matching power capacity to actual material needs, and vetting supplier credibility—principles we enforce across all deployments originating from Nanjing—you secure your investment in a new laser cutting machine as a platform for expansion, rather than a continuous source of operational friction.


{kind=link}
{kind=link}