
The handheld fiber laser cutting machine marks a definitive shift in metal fabrication, blending the raw efficiency and precision of industrial fiber technology with unprecedented portability. Operators can now take the laser directly to the part—whether that means field-cutting a massive structural steel beam, modifying a complex pipe assembly, or working within tight maintenance envelopes. This capability eliminates the logistical headache of shuttling unwieldy material to a fixed gantry setup. Drawing from decades in industrial machinery, this guide details the mechanics, deployment, selection criteria, and essential safety protocols for these transformative tools.
I. Introduction: Revolutionizing Fabrication Through Mobility
H3: Defining Handheld Fiber Laser Cutters
A hand held metal cutting laser is fundamentally a fiber-coupled system where the cutting head—the actual nozzle—is physically separated from the main chassis housing the laser source, chiller, and power supply. High-energy light travels via a flexible optical fiber to melt, vaporize, or burn material cleanly. The critical differentiator is the operator’s ability to manually steer the head, granting a dexterity stationary systems cannot replicate. At HADEN Intelligent Equipment Technology Co., Ltd., we deploy these tools to bridge gaps where traditional CNC cutting proves impractical.
H3: Performance Gains Over Plasma and CO2 Systems
The industry’s pivot to handheld fiber lasers stems from clear, measurable performance advantages:
- Kerf Precision: Fiber lasers deliver a drastically narrower kerf than plasma torches. This tight tolerance minimizes material waste, a major factor in high-value projects.
- Throughput: For materials up to 10mm thick, fiber lasers offer superior speed, particularly when using high-purity assist gases like Nitrogen for truly burr-free finishes.
- Material Agnosticism: While plasma excels with heavily oxidized or thick stock, fiber lasers handle most ferrous and non-ferrous metals effectively with minimal parameter adjustment, assuming adequate power. CO2 lasers remain inferior for metallic cutting due to slower speeds and poorer energy transfer efficiency.
- Ownership Costs: Fiber systems generally require less maintenance than plasma torch consumables and are more energy efficient than older CO2 units, driving down the Total Cost of Ownership (TCO).
H3: The Value Proposition: Speed Meets Field Versatility
Mobility is the central advantage. Envision modifying structural supports on an active bridge structure or servicing internal pipeline components—tasks impossible for large gantry units. This immediate access, combined with fiber speed, allows shops and field crews to collapse repair and modification schedules. The value proposition of a true handheld laser cutting machine is concrete here.

II. Core Technology: How Handheld Lasers Function
H3: Fiber Laser Fundamentals: Source, Delivery, and Focus
The process hinges on the fiber optic delivery. The light source, typically a diode-pumped solid-state generator, energizes a doped optical fiber (the gain medium). This amplified energy travels through the delivery fiber—highly flexible, eliminating the alignment headaches of mirrored beam paths. At the head, a focused lens stack concentrates this beam precisely onto the material surface.
H3: Component Architecture
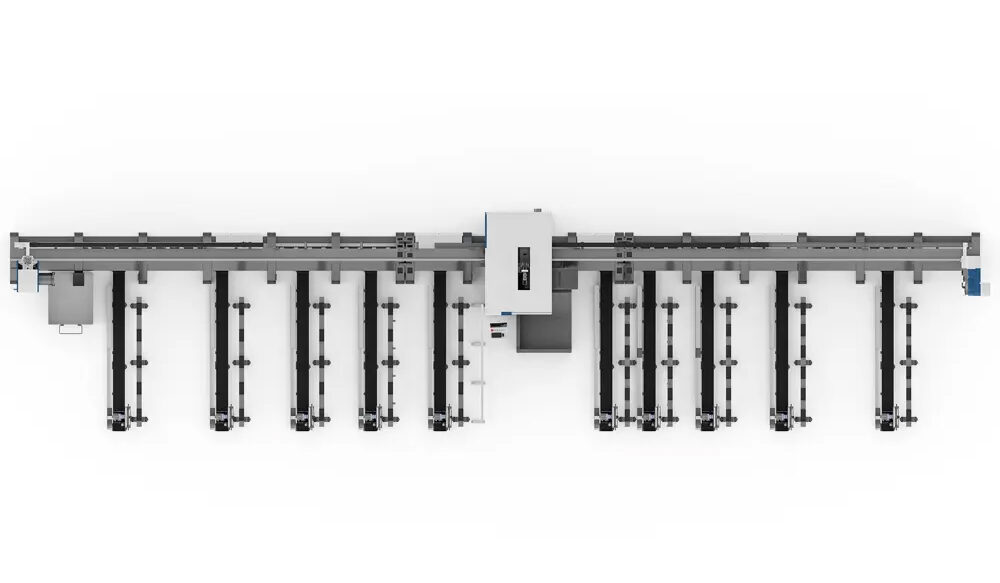
A competent handheld unit comprises three primary modules, typically mounted on a mobile cart:
- Laser Source: The DPSS source generates the beam. Modern industrial units use highly efficient, low-maintenance fiber modules.
- Cooling System: High power output generates heat. The integrated chiller is non-negotiable for maintaining source temperature, directly guarding beam quality and operational lifespan. Cooling failure necessitates immediate shutdown.
- Control and Gas Management: This module regulates beam power, pulse frequency, and critically, modulates the flow and pressure of the required assist gas (Air, O2, or N2) delivered to the cutting nozzle.
H3: Deciphering Power Metrics for Cutting Capacity
When sizing up a hand held cutting laser, wattage is key, but insufficient alone. Pulse frequency (Hz) controls energy delivery timing, vital for weld quality. True cutting capacity integrates power, beam quality, and gas assist. A 1.5kW machine simply lacks the required energy density to overcome the thermal mass of 6mm mild steel quickly, even with an expert operator, unlike a capable 3kW system.

III. Deployment and Capabilities: Portability Unleashed
H3: Fabrication Hotspots for the Handheld Laser Cutting Machine
The handheld fiber laser cutting machine excels where the part size prohibits CNC automation:
- Preparing bevels or edge joints on thick plates before welding operations.
- Cutting reinforcement plates or flanges directly onto existing assemblies in the field.
- Precision demolition or modification of structures already on the shop floor.
H3: Material Handling: Steel Versus Non-Ferrous Alloys
Steel cuts cleanly using oxygen assist gas (oxidation cutting). Non-ferrous materials like aluminum and copper demand high-purity Nitrogen assist gas to forcibly eject molten metal, preventing dross and surface oxidation. Beginners often err by using steel settings on reflective metals; copper and brass require higher wattage and meticulously controlled gas pressure management to succeed.
H3: Expanding Roles: Welding and Cladding Functions (fibre laser welding machine)
Many contemporary handheld systems are dual-purpose. By tweaking focus and pulse characteristics, these units become highly capable fibre laser welding machine platforms. They shine in performing precise fillet welds or cold welding dissimilar metals where tight heat input control is essential to prevent distortion—a major plus for thin-gauge automotive work.
H3: Industry Use Cases: Automotive, Signage, and Field Service
In auto repair, these lasers precisely cut out rusted structural sections or trim replacement body panels. Signage fabrication leverages the precision for intricate lettering obscured by plasma slag. For maintenance crews, cutting a defective section of industrial ductwork or a pipe flange *in situ* saves hours of teardown time.
IV. Technical Deep Dive: Specifications That Matter
H3: Beam Quality Evolution (M² Value)
The advancement in fiber sources—moving from older MOPA to modern, high-power, single-mode designs—has substantially improved beam quality (M² value). Better beam quality translates to a smaller focal spot, higher energy density, faster cuts, and cleaner edges at the same wattage rating. Always request the M² specification when vetting any hand held metal cutting laser.
H3: Critical Selection Parameters
Rigorous assessment of these operational specs dictates the right machine choice:
- Focal Length and Beam Diameter: These define spot size and depth of focus. Thick plate cutting often benefits from a slightly longer focal length to maintain sufficient energy penetration through the material depth.
- Maximum Travel Speed: This is the true metric of shop productivity. A 3kW unit achieving 10 m/min on 3mm steel drastically outperforms a 2kW unit crawling at 4 m/min.
- Assist Gas Demand: Material dictates gas. If aluminum or stainless steel cutting is common, confirm the machine handles the high flow rates and pressures necessary for Nitrogen assist, remembering to budget for gas consumption.
H3: Handpiece Ergonomics and Integrated Safety
From an engineering perspective focused on operator longevity, handpiece balance is paramount. Poor ergonomics cause operator fatigue, leading to inconsistent cuts and higher risk exposure. Reputable suppliers, such as Haden machine, engineer their heads for optimized weight distribution, readily accessible triggers, and integrated safety interlocks (e.g., beam activation only upon material contact confirmation).
V. Investment Analysis: Handheld Cutter Comparison
H3: Open Systems vs. Enclosed Cells
Handheld systems are inherently open systems—the workpiece is exposed. This delivers portability but introduces the primary safety liability (covered in Section VI). Stationary, enclosed systems offer automated control and superior containment. Handheld units are best specified for modifications, field repairs, or tasks involving components too large to position within a sealed cell.
H3: Sizing Power for Application (handheld laser metal cutter for sale)
Wattage dictates your operational scope. Avoid over-specifying power, but always allow a buffer for futureproofing. As HADEN Intelligent Equipment Technology Co., Ltd. advises, maximizing efficiency means selecting the power level that reliably delivers a clean, single-pass cut on your most common material thickness.
H3: Benchmarking Critical Specifications
Use this table as a standardized baseline when comparing any handheld laser metal cutter for sale:
| Feature | Entry-Level Model (e.g., 1000W) | Professional Grade Model (e.g., 2000W+) | Target User |
|---|---|---|---|
| Max Steel Thickness (1 Pass) | 3mm – 5mm | 8mm – 15mm | Hobbyist/Light Fabrication |
| Cutting Speed (Thin Gauge) | Moderate | Very High | High-Volume Production |
| Beam Quality/Spot Size | Standard | Superior Precision | Precision Engineering Shops |
| Initial Capital Cost | Lower Entry Point | Substantial Investment | Budget-Driven Operations |
H3: Total Cost of Ownership (TCO): Beyond the Invoice
TCO calculations must incorporate consumables: replacement nozzles, focus lenses (degraded by spatter), and high-purity gas. While the laser source is rated for 100,000+ hours, hitting that target demands rigorous chiller maintenance and stable electrical input. Deferring upkeep on a cheaper initial unit quickly negates any initial savings.
VI. Safety Mandate: Responsible Handheld Operation
H3: Understanding Class IV Hazards and Eye Danger
This section demands attention. Virtually all handheld fiber lasers are Class IV devices. This implies direct beam risk, diffuse reflection hazard, and ignition potential for flammables. The invisible 1064nm infrared beam can cause immediate, irreversible retinal damage without delivering immediate physical sensation.
H3: Required PPE: Goggles, Coverage, and Air Quality
Operating a hand held cutting laser enforces strict PPE protocols:
- Certified Goggles: Must possess specific OD ratings (typically OD 6+) for the 1064nm wavelength. Generic safety glasses offer zero protection.
- Non-Reflective Attire: Operators require dark, heavy, non-synthetic clothing covering all skin surfaces.
- Ventilation: Fumes created during vaporization contain hazardous metal oxides and particulates. Local Exhaust Ventilation (LEV) is mandatory, not optional.
H3: Fire Prevention and Fume Extraction Protocols
Cutting thick metal carries a high risk of molten splatter ignition. Keep a proper Class D fire extinguisher immediately accessible. If working near existing paint or volatile liquids, assign a dedicated fire watch. LEV systems must effectively capture fumes away from the operator and filter the exhaust stream appropriately.
H3: Regulatory Compliance: OSHA and Safety Governance
In the U.S., operations fall under OSHA guidelines (29 CFR 1910.252 for welding). Any industrial deployment of a handheld fiber laser cutting machine requires a formal Laser Safety Program (LSP), overseen by a designated Laser Safety Officer (LSO) responsible for defining and controlling the Nominal Hazard Zone (NHZ).
VII. The Acquisition Phase: Sourcing and Vetting
H3: Vetting Suppliers and Core Manufacturing Integrity
The resale market is crowded. To guarantee quality, focus on manufacturers who either produce their core components or demonstrate verifiable, long-term relationships with Tier 1 source suppliers. Haden machine, operating from Shiqiu Industrial Park in Nanjing City, prioritizes engineering systems for verifiable throughput and established longevity.
H3: Pre-Purchase Demands: Demos, Testing, and Warranty Clarity
Do not finalize a purchase for a handheld fiber laser cutting machine for sale based only on marketing collateral. Demand live material tests using your specific alloy and target thickness. Scrutinize the warranty language covering the laser source module—the highest-cost item—and confirm terms regarding expected duty cycle performance degradation.
H3: Financial Structuring and Import Logistics
Given the upfront capital investment, explore leasing or structured financing options. Importing requires a precise calculation of the landed cost, covering duties, specialized freight insurance, and, crucially, confirming local access to service technicians certified on that machine’s specific architecture.
H3: Support Availability and Spare Parts Inventory
Machine inactivity equals lost revenue fast. Gauge the supplier’s inventory of necessary spares (nozzles, lenses, protective windows) and their guaranteed response time for critical failures. An unsupported machine is merely expensive scrap metal.
VIII. Operational Excellence: Setup, Calibration, and Execution
H3: Initial Deployment Checklist: Power and Gas Integrity
The setup phase must be executed without shortcuts. Confirm chiller fluid levels and purity. Verify the incoming electrical supply maintains the voltage stability required—laser diodes are notoriously sensitive to sags and spikes. Secure the assist gas line connections, checking rigorously for leaks between the main supply manifold and the cutting head.
H3: Calibration for Quality Edges and Kerf Definition
Focus calibration dictates cut quality. This procedure involves running test passes on scrap material, adjusting the Z-axis focus dial until the tightest, cleanest line appears at the target thickness. This critical adjustment must be re-validated at the start of every shift or following any nozzle/lens maintenance.
H3: Workflow Mastery: Manual Toolpath Tactics
Operating manually means the operator *is* the CNC controller. On complex contours, avoid hard 90-degree corners where the laser dwell time causes localized heat accumulation. Use sweeping lead-ins and lead-outs instead. For long linear cuts, the operator must maintain rigidly steady travel speed to prevent bowing or skewing.
H3: Troubleshooting: Dross, HAZ, and Edge Irregularities
Based on field experience, common cutting faults trace to specific causes:
- Heavy Dross Adhesion: Typically insufficient assist gas pressure/flow or a focus error preventing a clean bottom penetration.
- Excessive Heat Affected Zone (HAZ): Travel speed is too slow relative to the power setting, causing material discoloration or localized hardening.
- Skewing/Wavy Edges: Almost always linked to operator inconsistency or a dirty/damaged focusing lens inducing beam asymmetry.
IX. User Frustrations and Practical Field Fixes
Addressing common operator frustrations is essential for successful deployment of the handheld fiber laser cutting machine technology:
- Pain Point: Inconsistent edge finish when processing thick stainless steel.
Fix: Confirm assist gas purity and ensure focal alignment is tailored precisely for the material thickness. Often, marginally boosting Nitrogen pressure cleans the molten path effectively. - Pain Point: Rapid consumable wear (nozzles, lenses).
Fix: Institute mandatory daily cleaning routines, focusing on wiping the protective window after any back-spatter incident. Keep critical spares stocked via certified distributors like Haden machine. - Pain Point: Precise positioning on large vertical surfaces proves difficult.
Fix: Deploy specialized magnetic bases equipped with fine Z-axis adjustment, or source units with advanced jitter compensation software to smooth out inherent operator movement. - Pain Point: Concerns over laser source lifespan expectations.
Fix: Constantly monitor the operating temperature via the control interface. Adhere strictly to duty cycle limits, especially during extended welding cycles. Never attempt to bypass chiller alarms.
X. The Future of Portable Metal Processing
H3: Power Density and Footprint Reduction
The trajectory is clear: packing higher wattage into smaller physical footprints. We project 6kW and 8kW handheld units will become mainstream soon, significantly extending cutting thickness ceilings toward entry-level stationary 10kW performance. Simultaneously, chiller unit integration will continue shrinking the overall system size.
H3: AI Integration in Process Control
AI is advancing in welding applications, analyzing the weld pool in real-time to automate oscillation patterns and filler feed rates. For cutting, monitoring edge geometry allows AI to flag parameter drift, preempting scrap before it leaves the machine.
H3: Handheld vs. Entry Gantry Outlook (hand held laser cutter for steel)
For high-volume, repeatable flat plate processing, the automated gantry system maintains its speed advantage. Yet, for job shops managing one-off custom jobs, field repairs, or work on complex 3D structures, the versatility of the hand held laser cutter for steel will continue to capture market share where automation speed is secondary to positional flexibility.
XI. Frequently Asked Questions (FAQ)
H3: Can a handheld laser replace a CO2 laser for acrylic cutting?
No. Fiber lasers operate around 1.06 micrometers (IR), which most plastics, including acrylic, absorb poorly. CO2 lasers (10.6 micrometers) are the standard for achieving a clean, melt-free edge on acrylics.
H3: What is the realistic mild steel thickness limit for a 2kW handheld unit?
Under optimal conditions—clean stock, pure Nitrogen assist, perfect focus—a quality 2kW unit reliably achieves clean cuts up to 8mm. Pushing past 10mm in a single pass yields inconsistent results, likely cutting through but generating heavy dross requiring extensive grinding.
H3: How steep is the learning curve for an experienced welder?
Core manipulation skills transfer well, but the required precision is greater. A competent welder typically requires 20-40 hours of targeted training to master the focus calibration consistency necessary for maintaining excellent edge quality with a hand held cutting laser.
H3: What is the expected service life of the fiber laser source module?
If maintained correctly—kept within specified operating temperatures and not constantly run at 100% duty cycle—a source commonly lasts 8 to 15 years. Due to high replacement cost, rigorous cooling system upkeep and protection against mechanical shock are vital.
H3: Does portability equate to lower power output than stationary machines?
Not inherently. While stationary systems scale up to 20kW and beyond, portability relates to the *delivery* system, not the beam *generation*. A 3kW handheld performs comparably to a 3kW stationary unit on simple passes, but the stationary machine gains speed via automated axis control.

{kind=link}
{kind=link}