
দ্য হাতে ধরা ফাইবার লেজার কাটিং মেশিন এটি ধাতু নির্মানে একটি চূড়ান্ত পরিবর্তন চিহ্নিত করে, শিল্প ফাইবার প্রযুক্তির কাঁচা দক্ষতা ও নির্ভুলতা অভূতপূর্ব বহনক্ষমতার সাথে মিশিয়ে। অপারেটররা এখন লেজারটিকে সরাসরি কাজের অংশের কাছে নিয়ে যেতে পারেন— সেটা হোক মাঠে একটি বিশাল স্ট্রাকচারাল স্টীল বিম কাটার কাজ, একটি জটিল পাইপ অ্যাসেম্বলি পরিবর্তন করা, কিংবা সংকীর্ণ রক্ষণাবেক্ষণ এলাকায় কাজ করা। এই সক্ষমতা বড় ও ভারী উপকরণগুলো স্থির গ্যান্ট্রি সেটআপে নিয়ে যাওয়ার লজিস্টিক্যাল ঝামেলা দূর করে। শিল্প যন্ত্রপাতিতে দশকের অভিজ্ঞতা থেকে, এই গাইডে এই রূপান্তরমূলক সরঞ্জামগুলোর যান্ত্রিকতা, মোতায়েন, নির্বাচন মানদণ্ড এবং অপরিহার্য নিরাপত্তা প্রোটোকলগুলো বিস্তারিতভাবে বর্ণনা করা হয়েছে।.
I. ভূমিকা: গতিশীলতার মাধ্যমে উত্পাদন প্রক্রিয়ায় বিপ্লব
H3: হ্যান্ডহেল্ড ফাইবার লেজার কাটারের সংজ্ঞা
A হাতে ধরা ধাতু কাটার লেজার এটি মূলত একটি ফাইবার-সংযুক্ত সিস্টেম, যেখানে কাটিং হেড—অর্থাৎ আসল নোজল—লেজার সোর্স, চিলার এবং পাওয়ার সাপ্লাই ধারণকারী প্রধান চ্যাসিস থেকে শারীরিকভাবে পৃথক থাকে। উচ্চ-শক্তি সম্পন্ন আলো একটি নমনীয় অপটিক্যাল ফাইবারের মাধ্যমে পরিবাহিত হয়ে উপাদানকে পরিষ্কারভাবে গলিয়ে, বাষ্পীভূত করে বা পুড়িয়ে ফেলে। সবচেয়ে গুরুত্বপূর্ণ পার্থক্য হল অপারেটরের হেডটি হাতে দিয়ে নিয়ন্ত্রণ করার ক্ষমতা, যা স্থির সিস্টেমগুলো অনুকরণ করতে পারে না। HADEN Intelligent Equipment Technology Co., Ltd.-এ আমরা এই সরঞ্জামগুলো ব্যবহার করি ঐসব ফাঁক পূরণ করতে যেখানে প্রচলিত CNC কাটিং অনুপযোগী প্রমাণিত হয়।.
H3: প্লাজমা ও CO2 সিস্টেমের তুলনায় কর্মক্ষমতা বৃদ্ধি
শিল্পখাতের হাতে ধরা ফাইবার লেজারের দিকে সরে যাওয়ার কারণ হলো স্পষ্ট, পরিমাপযোগ্য কর্মক্ষমতা সুবিধা:
- কের্ফ নির্ভুলতা: ফাইবার লেজারগুলো প্লাজমা টর্চের তুলনায় অনেক বেশি সংকীর্ণ কেরফ প্রদান করে। এই কঠোর সহনশীলতা উপকরণ অপচয় কমিয়ে আনে, যা উচ্চ-মূল্যের প্রকল্পগুলিতে একটি প্রধান বিষয়।.
- থ্রুপুট: ১০ মিমি পর্যন্ত পুরু উপকরণগুলির জন্য ফাইবার লেজারগুলো অসাধারণ গতি প্রদান করে, বিশেষ করে যখন নিখুঁত বুর-মুক্ত ফিনিশের জন্য উচ্চ-শুদ্ধতার সহায়ক গ্যাস যেমন নাইট্রোজেন ব্যবহার করা হয়।.
- উপাদান অজ্ঞেয়বাদ: প্লাজমা অত্যন্ত অক্সিডাইজড বা মোটা স্টকে উৎকৃষ্ট, তবে পর্যাপ্ত ক্ষমতার শর্তে ফাইবার লেজারগুলো ন্যূনতম প্যারামিটার সমন্বয়ে অধিকাংশ লৌহজাত ও অ-লৌহজাত ধাতু কার্যকরভাবে প্রক্রিয়া করে। CO2 লেজারগুলো ধাতু কাটার ক্ষেত্রে ধীর গতি এবং কম শক্তি স্থানান্তর দক্ষতার কারণে এখনও অনুপযোগী।.
- মালিকানার খরচ: ফাইবার সিস্টেম সাধারণত প্লাজমা টর্চের উপকরণগুলোর তুলনায় কম রক্ষণাবেক্ষণ প্রয়োজন হয় এবং পুরনো CO2 ইউনিটের তুলনায় বেশি শক্তি-দক্ষ, যা খরচ কমিয়ে আনে। মালিকানার মোট খরচ (TCO).
H3: মূল্যের প্রস্তাবনা: গতি ও মাঠের বহুমুখীতা
গতিশীলতা হল মূল সুবিধা। কল্পনা করুন একটি সক্রিয় সেতুর কাঠামোগত সমর্থন পরিবর্তন করা বা অভ্যন্তরীণ পাইপলাইনের উপাদানগুলো রক্ষণাবেক্ষণ করা—যে কাজগুলো বড় গ্যান্ট্রি ইউনিটের পক্ষে অসম্ভব। এই তাৎক্ষণিক প্রবেশাধিকার, ফাইবারের গতির সঙ্গে মিলিত হয়ে, দোকান ও মাঠের কর্মীদের মেরামত ও পরিবর্তনের সময়সূচি সংকুচিত করতে দেয়। একটি প্রকৃত মূল্য প্রস্তাব হাতে ধরা লেজার কাটিং মেশিন এখানে কংক্রিট।.

II. মূল প্রযুক্তি: হাতে ধরা লেজারগুলি কীভাবে কাজ করে
H3: ফাইবার লেজারের মৌলিক বিষয়: উৎস, সরবরাহ এবং ফোকাস
প্রক্রিয়াটি ফাইবার অপটিক ডেলিভারির ওপর নির্ভর করে। আলোর উৎস, সাধারণত একটি ডায়োড-পাম্পড সলিড-স্টেট জেনারেটর, একটি ডোপড অপটিক্যাল ফাইবার (গেইন মিডিয়াম)কে শক্তি প্রদান করে। এই বর্ধিত শক্তি ডেলিভারি ফাইবারের মধ্য দিয়ে প্রবাহিত হয়—যা অত্যন্ত নমনীয়, আয়নায়িত বিম পথের সারিবদ্ধতার জটিলতা দূর করে। হেডে, একটি ফোকাসড লেন্স স্ট্যাক এই বিমটিকে সঠিকভাবে উপাদানের পৃষ্ঠে কেন্দ্রীভূত করে।.
H3: উপাদান আর্কিটেকচার
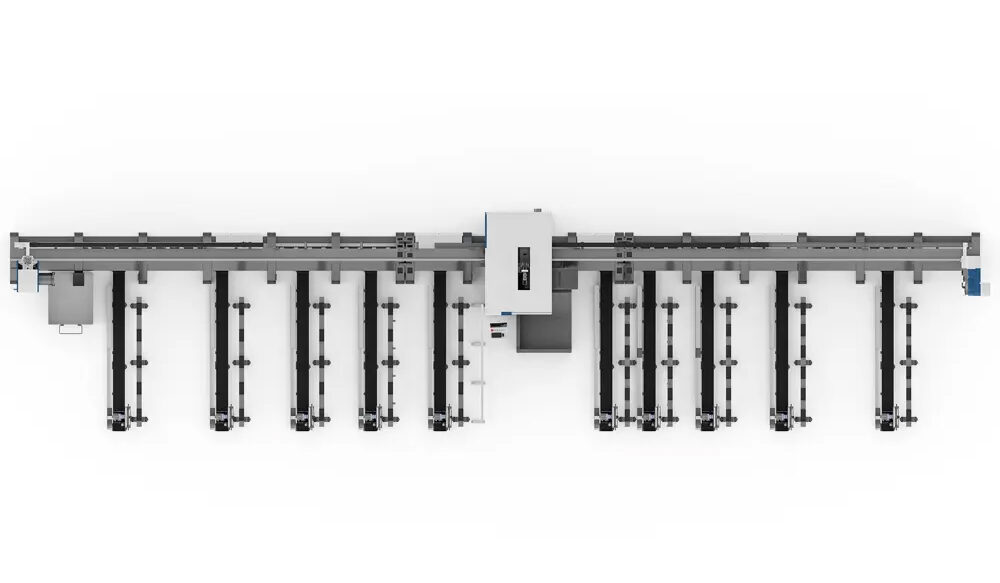
একটি দক্ষ হাতে ধরা যন্ত্র সাধারণত তিনটি প্রধান মডিউলে গঠিত, যা সাধারণত একটি মোবাইল কার্টে সংযুক্ত থাকে:
- লেজার উৎস: DPSS উৎস বিম উৎপন্ন করে। আধুনিক শিল্প ইউনিটগুলো অত্যন্ত দক্ষ, কম রক্ষণাবেক্ষণ-প্রয়োজনীয় ফাইবার মডিউল ব্যবহার করে।.
- শীতলীকরণ ব্যবস্থা: উচ্চ ক্ষমতাসম্পন্ন আউটপুট তাপ উৎপন্ন করে। সোর্সের তাপমাত্রা বজায় রাখতে একীভূত চিলার অপরিহার্য, যা সরাসরি বিমের গুণমান এবং কার্যক্ষম আয়ু রক্ষা করে। শীতলীকরণ ব্যর্থ হলে অবিলম্বে বন্ধ করতে হবে।.
- নিয়ন্ত্রণ ও গ্যাস ব্যবস্থাপনা: এই মডিউলটি বিম শক্তি, পালস ফ্রিকোয়েন্সি এবং অত্যন্ত গুরুত্বপূর্ণভাবে প্রয়োজনীয় প্রবাহ ও চাপ নিয়ন্ত্রণ করে। সহায়ক গ্যাস (বায়ু, O₂ বা N₂) কাটিং নজলে সরবরাহ করা হয়।.
H3: কাটিং ক্যাপাসিটির জন্য পাওয়ার মেট্রিক্স বোঝা
একটি মূল্যায়ন করার সময় হাতে ধরা কাটার লেজার, ওয়াটেজই মূল বিষয়, তবে একা তা যথেষ্ট নয়। পালস ফ্রিকোয়েন্সি (হার্ৎজ) শক্তি সরবরাহের সময় নিয়ন্ত্রণ করে, যা ওয়েল্ডের গুণমানের জন্য অত্যন্ত গুরুত্বপূর্ণ। প্রকৃত কাটার ক্ষমতা শক্তি, বিমের গুণমান এবং গ্যাস সহায়তাকে একত্রিত করে। ১.৫ কিলোওয়াট মেশিনে প্রয়োজনীয় শক্তি ঘনত্ব থাকে না, তাই দক্ষ অপারেটর থাকলেও ৬ মিমি মাইল্ড স্টীলের তাপীয় ভর দ্রুত অতিক্রম করা যায় না, যা সক্ষম ৩ কিলোওয়াট সিস্টেমে সম্ভব।.

III. মোতায়েন ও সক্ষমতা: বহনযোগ্যতার মুক্তি
H3: হাতে ধরা লেজার কাটিং মেশিনের জন্য ফ্যাব্রিকেশন হটস্পট
দ্য হাতে ধরা ফাইবার লেজার কাটিং মেশিন যেখানে যন্ত্রাংশের আকারের কারণে সিএনসি অটোমেশন সম্ভব নয়, সেখানে এটি উৎকৃষ্ট:
- ওয়েল্ডিং কাজের আগে মোটা প্লেটে বিভেল বা প্রান্ত জয়েন্ট প্রস্তুত করা।.
- মাঠে বিদ্যমান অ্যাসেম্বলিগুলিতে সরাসরি পুনর্বলীকরণ প্লেট বা ফ্ল্যাঞ্জ কাটা।.
- শপ ফ্লোরে ইতিমধ্যেই থাকা কাঠামোগুলো নির্ভুলভাবে ধ্বংস বা পরিবর্তন।.
H3: সামগ্রী পরিবহন: ইস্পাত বনাম অ-লৌহীয় মিশ্রধাতু
অক্সিজেন সহায়ক গ্যাস (অক্সিডেশন কাটিং) ব্যবহার করে ইস্পাত পরিষ্কারভাবে কাটা যায়। অ্যালুমিনিয়াম ও তামার মতো অ-লৌহজাতীয় পদার্থের জন্য উচ্চ-শুদ্ধতার নাইট্রোজেন সহায়ক গ্যাস প্রয়োজন, যা গলিত ধাতুকে জোরপূর্বক বের করে দিয়ে ড্রাস এবং পৃষ্ঠীয় অক্সিডেশন প্রতিরোধ করে। নবীনরা প্রায়ই প্রতিফলনশীল ধাতুগুলিতে ইস্পাতের সেটিংস ব্যবহার করে ভুল করে; তামা ও ব্রাসের ক্ষেত্রে সফল হতে উচ্চ ওয়াটেজ এবং গ্যাস চাপের সূক্ষ্ম নিয়ন্ত্রণ আবশ্যক।.
H3: বিস্তৃত ভূমিকা: ওয়েল্ডিং ও ক্ল্যাডিং ফাংশন (ফাইবার লেজার ওয়েল্ডিং মেশিন)
অনেক সমসাময়িক হাতে-ধরা সিস্টেম দ্বৈত-উদ্দেশ্যমূলক। ফোকাস এবং পালস বৈশিষ্ট্য সামঞ্জস্য করে, এই ইউনিটগুলো অত্যন্ত সক্ষম হয়ে ওঠে। ফাইবার লেজার ওয়েল্ডিং মেশিন প্ল্যাটফর্মগুলো। এগুলো সূক্ষ্ম ফিল্লেট ওয়েল্ড বা ভিন্ন ধরনের ধাতু ঠান্ডা ওয়েল্ডিংয়ে চমৎকারভাবে কাজ করে, যেখানে বিকৃতি রোধে কঠোর তাপ ইনপুট নিয়ন্ত্রণ অপরিহার্য—পাতলা গেজ অটোমোটিভ কাজের জন্য এটি একটি বড় সুবিধা।.
H3: শিল্প ক্ষেত্রে ব্যবহারের উদাহরণ: অটোমোটিভ, সাইনএজ এবং ফিল্ড সার্ভিস
অটো মেরামতে, এই লেজারগুলো ক্ষয়প্রাপ্ত কাঠামোগত অংশগুলো নিখুঁতভাবে কেটে ফেলে বা প্রতিস্থাপনযোগ্য বডি প্যানেলগুলোর ট্রিম তৈরি করে। সাইনবোর্ড তৈরিতে প্লাজমা স্লাগ দ্বারা আচ্ছাদিত সূক্ষ্ম অক্ষর লেখার জন্য এই নির্ভুলতা কাজে লাগানো হয়। রক্ষণাবেক্ষণ দলের জন্য, শিল্পের ডাক্টওয়ার্ক বা পাইপ ফ্ল্যাঞ্জের ত্রুটিপূর্ণ অংশটি *ইন সিটু* অবস্থায় কেটে ফেলা ভেঙে ফেলার সময় কয়েক ঘণ্টা বাঁচায়।.
IV. প্রযুক্তিগত গভীর বিশ্লেষণ: গুরুত্বপূর্ণ স্পেসিফিকেশনসমূহ
H3: বিম গুণমানের বিবর্তন (M² মান)
ফাইবার উৎসের উন্নতি—পুরনো MOPA থেকে আধুনিক, উচ্চ-শক্তি সম্পন্ন একক-মোড ডিজাইনে স্থানান্তর—বিম গুণমান (M² মান) উল্লেখযোগ্যভাবে উন্নত করেছে। উন্নত বিম গুণমান একই ওয়াট রেটিং-এ ছোট ফোকাল স্পট, উচ্চ শক্তি ঘনত্ব, দ্রুত কাট এবং পরিষ্কার প্রান্ত প্রদান করে। যেকোনো যাচাই করার সময় সর্বদা M² স্পেসিফিকেশন অনুরোধ করুন। হাতে ধরা ধাতু কাটার লেজার.
H3: গুরুত্বপূর্ণ নির্বাচন পরামিতিসমূহ
এই অপারেশনাল স্পেসিফিকেশনগুলির কঠোর মূল্যায়ন সঠিক মেশিন নির্বাচন নির্দেশ করে:
- ফোকাল দৈর্ঘ্য এবং বিম ব্যাসার্ধ: এগুলি স্পট সাইজ এবং ফোকাসের গভীরতা নির্ধারণ করে। পুরু প্লেট কাটার ক্ষেত্রে প্রায়ই সামগ্রীটির গভীরতার মধ্য দিয়ে পর্যাপ্ত শক্তি অনুপ্রবেশ বজায় রাখতে সামান্য দীর্ঘতর ফোকাল দৈর্ঘ্য ব্যবহার করলে সুবিধা হয়।.
- সর্বোচ্চ ভ্রমণ গতি: এটাই দোকানের উৎপাদনক্ষমতার প্রকৃত পরিমাপ। ৩ মিমি স্টিলে ১০ মি/মিনিট গতিতে চলতে সক্ষম ৩ কিলোওয়াট ইউনিট, ৪ মি/মিনিট গতিতে ধীরগতিতে চলতে থাকা ২ কিলোওয়াট ইউনিটের তুলনায় ব্যাপকভাবে এগিয়ে।.
- গ্যাসের চাহিদা বৃদ্ধিতে সহায়তা করুন: উপকরণ গ্যাস নির্ধারণ করে। যদি অ্যালুমিনিয়াম বা স্টেইনলেস স্টীল কাটিং সাধারণ হয়, তবে নিশ্চিত করুন মেশিনটি নাইট্রোজেন সহায়তার জন্য প্রয়োজনীয় উচ্চ প্রবাহ হার ও চাপ সামলাতে সক্ষম, এবং গ্যাস খরচের জন্য বাজেট রাখতে ভুলবেন না।.
H3: হ্যান্ডপিসের আরগনোমিক্স এবং সমন্বিত নিরাপত্তা
অপারেটরের দীর্ঘস্থায়ী কর্মক্ষমতা নিশ্চিত করতে ইঞ্জিনিয়ারিং দৃষ্টিকোণ থেকে হ্যান্ডপিসের ভারসাম্য অত্যন্ত গুরুত্বপূর্ণ। দুর্বল এরগনোমিক্স অপারেটরকে ক্লান্ত করে, যার ফলে কাট অনিয়মিত হয় এবং ঝুঁকি বৃদ্ধি পায়। Haden Machine-এর মতো স্বনামধন্য সরবরাহকারীরা তাদের হেড ডিজাইন করে সর্বোত্তম ওজন বণ্টন, সহজেই পৌঁছানো যায় এমন ট্রিগার এবং সমন্বিত নিরাপত্তা ইন্টারলক (যেমন, উপকরণ সংস্পর্শ নিশ্চিত হলেই বিম সক্রিয় হওয়া) নিশ্চিত করতে।.
V. বিনিয়োগ বিশ্লেষণ: হ্যান্ডহেল্ড কাটার তুলনা
H3: উন্মুক্ত সিস্টেম বনাম আবদ্ধ কোষ
হাতে ধরা যায় এমন সিস্টেমগুলো স্বভাবতই খোলা সিস্টেমসমূহ—কর্মখণ্ড উন্মুক্ত থাকে। এটি বহনযোগ্যতা প্রদান করে, তবে প্রাথমিক নিরাপত্তা ঝুঁকি (অধ্যায় VI-এ বর্ণিত) সৃষ্টি করে। স্থির, আবদ্ধ সিস্টেমগুলো স্বয়ংক্রিয় নিয়ন্ত্রণ এবং উন্নত ধারণক্ষমতা প্রদান করে। হাতে ধরা ইউনিটগুলো পরিবর্তন, মাঠ মেরামত বা এমন কাজের জন্য সবচেয়ে উপযুক্ত, যেখানে উপাদানগুলো সিল করা কোষে স্থাপন করা যায় না।.
H3: প্রয়োগের জন্য ক্ষমতার আকার (বিক্রয়ের জন্য হাতে ধরা লেজার ধাতু কাটার)
ওয়াটেজ আপনার কার্যপরিধি নির্ধারণ করে। অতিরিক্ত পাওয়ার নির্দিষ্ট করা এড়িয়ে চলুন, তবে ভবিষ্যতের জন্য সবসময় একটি বাফার রাখুন। HADEN Intelligent Equipment Technology Co., Ltd. পরামর্শ দেয় যে দক্ষতা সর্বাধিক করতে হলে এমন একটি পাওয়ার স্তর নির্বাচন করুন যা আপনার সবচেয়ে সাধারণ উপকরণ পুরুত্বে নির্ভরযোগ্যভাবে একক-পাস কাটন নিশ্চিত করে।.
H3: গুরুত্বপূর্ণ স্পেসিফিকেশনগুলির বেঞ্চমার্কিং
যেকোনো তুলনা করার সময় এই সারণিটিকে একটি মানসম্মত ভিত্তি হিসেবে ব্যবহার করুন। বিক্রয়ের জন্য হাতে ধরা লেজার ধাতু কাটার:
| বৈশিষ্ট্য | প্রবেশ-স্তরের মডেল (যেমন, 1000W) | পেশাদার মানের মডেল (যেমন, ২০০০ ওয়াট বা তার বেশি) | লক্ষ্য ব্যবহারকারী |
|---|---|---|---|
| সর্বোচ্চ স্টিলের পুরুত্ব (একবারে) | ৩ মিমি – ৫ মিমি | ৮ মিমি – ১৫ মিমি | শখের কাজ/হালকা ধাতু গঠন |
| কাটানোর গতি (পাতলা গেজ) | মধ্যম | খুবই উচ্চ | উচ্চ-পরিমাণ উৎপাদন |
| বিম গুণমান/স্পট আকার | স্ট্যান্ডার্ড | উচ্চতর নির্ভুলতা | নির্ভুল প্রকৌশল দোকানসমূহ |
| প্রাথমিক মূলধন ব্যয় | নিম্ন প্রবেশ বিন্দু | প্রচুর বিনিয়োগ | বাজেট-চালিত কার্যক্রম |
H3: মালিকানার মোট খরচ (TCO): চালান ছাড়িয়ে
TCO হিসাবের মধ্যে অবশ্যই ব্যবহার্য সামগ্রী অন্তর্ভুক্ত করতে হবে: প্রতিস্থাপনযোগ্য নোজল, স্প্যাটারের কারণে ক্ষয়প্রাপ্ত ফোকাস লেন্স এবং উচ্চ-শুদ্ধতার গ্যাস। যদিও লেজার সোর্সটি ১,০০,০০০+ ঘণ্টার জন্য রেট করা হয়েছে, সেই সময়সীমা পূরণ করতে কঠোর চিলার রক্ষণাবেক্ষণ এবং স্থিতিশীল বিদ্যুৎ সরবরাহ অপরিহার্য। সস্তা প্রাথমিক ইউনিটের রক্ষণাবেক্ষণ বিলম্ব করলে প্রাথমিক সাশ্রয় দ্রুতই বাতিল হয়ে যায়।.
VI. নিরাপত্তা নির্দেশিকা: দায়িত্বশীল হাতে ধারণ করে পরিচালনা
H3: শ্রেণি IV বিপদ এবং চোখের ঝুঁকি বোঝা
এই অংশটি মনোযোগ দাবি করে। প্রায় সব হাতে ধরা ফাইবার লেজারই শ্রেণী IV ডিভাইসসমূহ। এর ফলে সরাসরি বিম ঝুঁকি, ছড়িয়ে পড়া প্রতিফলনের বিপদ এবং দাহ্য পদার্থে আগুন ধরার সম্ভাবনা রয়েছে। অদৃশ্য ১০৬৪ ন্যানোমিটার ইনফ্রারেড বিম তাৎক্ষণিক কোনো শারীরিক অনুভূতি ছাড়াই অবিলম্বিত, অপরিবর্তনীয় রেটিনাল ক্ষতি ঘটাতে পারে।.
H3: প্রয়োজনীয় ব্যক্তিগত সুরক্ষা সরঞ্জাম: গগলস, আবরণ এবং বায়ুর গুণমান
একটি পরিচালনা করা হাতে ধরা কাটার লেজার কঠোর পিপিই প্রোটোকল প্রয়োগ করে:
- সার্টিফাইড গগলস: 1064 nm তরঙ্গদৈর্ঘ্যের জন্য নির্দিষ্ট OD রেটিং (সাধারণত OD 6+) থাকতে হবে। সাধারণ নিরাপত্তা চশমা কোনো সুরক্ষা দেয় না।.
- অপ্রতিফলক পোশাক: অপারেটরদের সমস্ত ত্বক ঢেকে রাখার জন্য গাঢ় রঙের, ভারী, অ-সিন্থেটিক পোশাক পরতে হবে।.
- বায়ুচলাচল: বাষ্পীভবন প্রক্রিয়ায় সৃষ্ট ধোঁয়ায় বিপজ্জনক ধাতব অক্সাইড এবং কণা থাকে। স্থানীয় নিষ্কাশন বায়ুচলাচল (LEV) বাধ্যতামূলক, ঐচ্ছিক নয়।.
H3: অগ্নি প্রতিরোধ ও ধোঁয়া নিষ্কাশন প্রোটোকল
মোটা ধাতু কাটার সময় গলিত ছিটে আগুন ধরার উচ্চ ঝুঁকি থাকে। একটি উপযুক্ত ক্লাস ডি অগ্নিনির্বাপক যন্ত্র অবিলম্বে সহজলভ্য রাখুন। বিদ্যমান রঙ বা উদ্বায়ী তরলের কাছে কাজ করার সময় একজন নিবেদিত অগ্নি পাহারাদার নিয়োগ করুন। LEV সিস্টেমগুলোকে অপারেটরের কাছ থেকে বাষ্প কার্যকরভাবে দূরে সরিয়ে নিতে এবং নিঃসৃত প্রবাহকে যথাযথভাবে ফিল্টার করতে হবে।.
H3: নিয়ন্ত্রক সম্মতি: OSHA এবং নিরাপত্তা শাসন
যুক্তরাষ্ট্রে, কার্যক্রমসমূহ এর অধীনে পড়ে। ওএসএইচএ গাইডlইনেস (২৯ সিএফআর ১৯১০.২৫২ ওয়েল্ডিংয়ের জন্য)। যেকোনো শিল্পে একটি হাতে ধরা ফাইবার লেজার কাটিং মেশিন একটি আনুষ্ঠানিক লেজার নিরাপত্তা প্রোগ্রাম (LSP) প্রয়োজন, যা একজন মনোনীত লেজার নিরাপত্তা কর্মকর্তা (LSO) দ্বারা তদারকি করা হয়, যিনি নমিনাল হ্যাজার্ড জোন (NHZ) নির্ধারণ ও নিয়ন্ত্রণের জন্য দায়ী।.
VII. অধিগ্রহণ পর্যায়: উৎস অনুসন্ধান ও যাচাইকরণ
H3: সরবরাহকারীদের যাচাইকরণ এবং মূল উৎপাদন অখণ্ডতা
পুনঃবিক্রয় বাজার ভিড়ের। গুণমান নিশ্চিত করতে, এমন প্রস্তুতকারকদের দিকে মনোযোগ দিন যারা তাদের মূল উপাদান নিজেই উৎপাদন করে অথবা প্রথম স্তরের উৎস সরবরাহকারীদের সাথে যাচাইযোগ্য, দীর্ঘমেয়াদী সম্পর্ক প্রদর্শন করে। নানজিং শহরের শিকিউ শিল্পপার্ক থেকে পরিচালিত হেডেন মেশিন যাচাইযোগ্য উৎপাদনক্ষমতা এবং প্রতিষ্ঠিত দীর্ঘস্থায়িত্বের জন্য ইঞ্জিনিয়ারিং সিস্টেমকে অগ্রাধিকার দেয়।.
H3: ক্রয়ের পূর্ববর্তী চাহিদা: ডেমো, পরীক্ষা, এবং ওয়ারেন্টি স্পষ্টতা
এর জন্য কোনো ক্রয় চূড়ান্ত করবেন না বিক্রয়ের জন্য হাতে ধরা ফাইবার লেজার কাটিং মেশিন শুধুমাত্র মার্কেটিং সামগ্রীর উপর ভিত্তি করে নয়। আপনার নির্দিষ্ট অ্যালয় এবং লক্ষ্যিত পুরুত্ব ব্যবহার করে লাইভ ম্যাটেরিয়াল পরীক্ষা দাবি করুন। লেজার সোর্স মডিউল—সর্বাধিক ব্যয়বহুল আইটেম—সংক্রান্ত ওয়ারেন্টি ভাষা খুঁটিয়ে দেখুন এবং প্রত্যাশিত ডিউটি সাইকেল কর্মক্ষমতা হ্রাসের শর্তাবলী নিশ্চিত করুন।.
H3: আর্থিক কাঠামোবিন্যাস এবং আমদানি লজিস্টিকস
প্রাথমিক মূলধন বিনিয়োগের কথা বিবেচনা করে লিজিং বা কাঠামোবদ্ধ অর্থায়ন বিকল্পগুলো অনুসন্ধান করুন। আমদানিতে অবতরণ খরচের সঠিক হিসাব-নিকাশ করতে হয়, যাতে শুল্ক, বিশেষায়িত মালবাহী বীমা এবং সবচেয়ে গুরুত্বপূর্ণ, সেই মেশিনের নির্দিষ্ট স্থাপত্যে সার্টিফাইড স্থানীয় সার্ভিস টেকনিশিয়ানের প্রাপ্যতা নিশ্চিত করা হয়।.
H3: সহায়তার প্রাপ্যতা এবং অতিরিক্ত যন্ত্রাংশের মজুদ
মেশিনের অকার্যকরতা দ্রুত রাজস্ব ক্ষতির সমতুল্য। সরবরাহকারীর প্রয়োজনীয় যন্ত্রাংশ (নোজল, লেন্স, সুরক্ষামূলক কাঁচ) এর মজুদ এবং গুরুতর ব্যর্থতার জন্য তাদের গ্যারান্টিযুক্ত প্রতিক্রিয়া সময় পরিমাপ করুন। সমর্থনবিহীন একটি মেশিন কেবলমাত্র ব্যয়বহুল স্ক্র্যাপ মেটাল।.
VIII. অপারেশনাল উৎকর্ষতা: সেটআপ, ক্যালিব্রেশন এবং সম্পাদন
H3: প্রাথমিক মোতায়েন চেকলিস্ট: বিদ্যুৎ ও গ্যাস অখণ্ডতা
সেটআপ ধাপটি কোনো শর্টকাট ছাড়াই সম্পাদন করতে হবে। চিলার তরলের স্তর এবং বিশুদ্ধতা নিশ্চিত করুন। আগত বৈদ্যুতিক সরবরাহ প্রয়োজনীয় ভোল্টেজ স্থিতিশীলতা বজায় রাখে কিনা যাচাই করুন—লেজার ডায়োডগুলো ভোল্টেজ স্যাগ এবং স্পাইকে অত্যন্ত সংবেদনশীল। সহায়ক গ্যাস লাইনের সংযোগগুলো সুরক্ষিত করুন, প্রধান সরবরাহ ম্যানিফোল্ড এবং কাটিং হেডের মধ্যে ফাঁস খুঁটিয়ে পরীক্ষা করুন।.
H3: গুণগত এজ এবং কার্ফ সংজ্ঞার জন্য ক্যালিব্রেশন
ফোকাস ক্যালিব্রেশন কাটের গুণমান নির্ধারণ করে। এই প্রক্রিয়ায় স্ক্র্যাপ উপকরণে পরীক্ষামূলক পাস চালিয়ে Z-অক্ষের ফোকাস ডায়াল সামঞ্জস্য করা হয় যতক্ষণ না লক্ষ্যমাত্রার পুরুত্বে সবচেয়ে সংকীর্ণ ও পরিষ্কার রেখা দেখা যায়। এই গুরুত্বপূর্ণ সমন্বয় প্রতিটি শিফটের শুরুতে বা কোনো নোজল/লেন্স রক্ষণাবেক্ষণের পর পুনরায় যাচাই করতে হবে।.
H3: ওয়ার্কফ্লো দক্ষতা: ম্যানুয়াল টুলপাথ কৌশল
ম্যানুয়ালি পরিচালনা করার অর্থ অপারেটর নিজেই সিএনসি কন্ট্রোলার। জটিল রূপরেখায় কঠিন ৯০-ডিগ্রি কোণ এড়িয়ে চলুন, কারণ লেজারের থেমে থাকার সময় সেখানে স্থানীয়ভাবে তাপ জমা হয়। এর পরিবর্তে মসৃণ প্রবেশ ও প্রস্থান ব্যবহার করুন। দীর্ঘ সরলরেখার কাটার সময় অপারেটরকে কঠোরভাবে স্থির ভ্রমণ গতি বজায় রাখতে হবে, যাতে কাটার সময় বাঁকানো বা তির্যক হওয়া রোধ করা যায়।.
H3: সমস্যা সমাধান: ড্রাস, HAZ এবং প্রান্তের অনিয়মিততা
মাঠের অভিজ্ঞতার ভিত্তিতে, সাধারণ কাটার ত্রুটিগুলো নির্দিষ্ট কারণের সাথে সম্পর্কিত:
- ভারী ড্রেস আঠালোতা: সাধারণত পর্যাপ্ত সহায়ক গ্যাসের চাপ/প্রবাহ না থাকা বা ফোকাস ত্রুটির কারণে নীচের অংশে পরিষ্কারভাবে প্রবেশ করা যায় না।.
- অত্যধিক তাপ প্রভাবিত অঞ্চল (HAZ): শক্তি সেটিংয়ের তুলনায় ভ্রমণ গতি খুব ধীর, যার ফলে উপাদানের রঙের পরিবর্তন বা স্থানীয়ভাবে কঠিনতা সৃষ্টি হচ্ছে।.
- তীর্যক/ঢেউ খেলানো প্রান্ত: প্রায়শই অপারেটর অসামঞ্জস্যতা বা ময়লা/ক্ষতিগ্রস্ত ফোকাসিং লেন্সের কারণে বিম অসাম্য সৃষ্টি হয়।.
IX. ব্যবহারকারীর হতাশা এবং ব্যবহারিক ক্ষেত্রভিত্তিক সমাধান
সাধারণ অপারেটরদের হতাশাগুলো মোকাবিলা করা সফল স্থাপনার জন্য অপরিহার্য। হাতে ধরা ফাইবার লেজার কাটিং মেশিন প্রযুক্তি:
- ব্যথার বিন্দু: মোটা স্টেইনলেস স্টীল প্রক্রিয়াকরণের সময় প্রান্তের ফিনিশ অসঙ্গত হচ্ছে।.
ঠিক করুন: সহায়ক গ্যাসের বিশুদ্ধতা নিশ্চিত করুন এবং উপকরণটির পুরুত্ব অনুযায়ী ফোকাল সারিবদ্ধতা সঠিকভাবে সামঞ্জস্য করুন। প্রায়ই নাইট্রোজেনের চাপ সামান্য বাড়ালে গলিত পথ কার্যকরভাবে পরিষ্কার হয়।. - ব্যথার বিন্দু: দ্রুত ক্ষয়শীল উপকরণ (নোজল, লেন্স)।.
ঠিক করুন: প্রতিদিন বাধ্যতামূলকভাবে পরিষ্কারের রুটিন চালু করুন, যেকোনো ব্যাক-স্প্যাটার ঘটনার পর সুরক্ষামূলক উইন্ডো মুছে ফোকাসে মনোযোগ দিন। Haden Machine-এর মতো স্বীকৃত ডিস্ট্রিবিউটরের মাধ্যমে গুরুত্বপূর্ণ স্পেয়ার যন্ত্রাংশ মজুদ রাখুন।. - ব্যথার বিন্দু: বড় উল্লম্ব পৃষ্ঠে সঠিক অবস্থান নির্ধারণ করা কঠিন।.
ঠিক করুন: সূক্ষ্ম Z-অক্ষ সমন্বয় সক্ষমতা সম্পন্ন বিশেষায়িত চৌম্বকীয় বেস স্থাপন করুন, অথবা অন্তর্নিহিত অপারেটর চলাচল মসৃণ করতে উন্নত জিটার ক্ষতিপূরণ সফটওয়্যারসহ সোর্স ইউনিট ব্যবহার করুন।. - ব্যথার বিন্দু: লেজার উৎসের আয়ু প্রত্যাশা নিয়ে উদ্বেগ।.
ঠিক করুন: নিয়ন্ত্রণ ইন্টারফেসের মাধ্যমে অপারেটিং তাপমাত্রা ক্রমাগত পর্যবেক্ষণ করুন। বিশেষ করে দীর্ঘায়িত ওয়েল্ডিং চক্রের সময় ডিউটি সাইকেল সীমা কঠোরভাবে মেনে চলুন। চিলার অ্যালার্ম বাইপাস করার চেষ্টা কখনই করবেন না।.
X. বহনযোগ্য ধাতু প্রক্রিয়াকরণের ভবিষ্যত
H3: শক্তি ঘনত্ব এবং পদচিহ্ন হ্রাস
ট্র্যাজেক্টরি স্পষ্ট: ছোট ভৌত আয়তনে উচ্চ ওয়াটেজ সংকুচিত করা। আমরা অনুমান করি ৬ কিলোওয়াট ও ৮ কিলোওয়াট হ্যান্ডহেল্ড ইউনিট শীঘ্রই প্রধানধারায় পরিণত হবে, যা এন্ট্রি-লেভেল স্থায়ী ১০ কিলোওয়াট পারফরম্যান্সের দিকে কাটার পুরুত্বের সীমা উল্লেখযোগ্যভাবে প্রসারিত করবে। একই সঙ্গে, চিলার ইউনিট ইন্টিগ্রেশন সামগ্রিক সিস্টেমের আকার আরও সংকুচিত করবে।.
H3: প্রক্রিয়া নিয়ন্ত্রণে এআই একীকরণ
এআই ওয়েল্ডিং প্রয়োগে অগ্রসর হচ্ছে, রিয়েল-টাইমে ওয়েল্ড পুল বিশ্লেষণ করে দোলন প্যাটার্ন এবং ফিলার ফিড রেট স্বয়ংক্রিয় করছে। কাটার ক্ষেত্রে, প্রান্তের জ্যামিতি পর্যবেক্ষণ করে এআই প্যারামিটার বিচ্যুতি চিহ্নিত করে, মেশিন থেকে বর্জ্য বের হওয়ার আগেই তা প্রতিরোধ করে।.
H3: হাতে ধরা বনাম এন্ট্রি গ্যান্ট্রি আউটলুক (স্টীলের জন্য হাতে ধরা লেজার কাটার)
উচ্চ-পরিমাণের, পুনরাবৃত্তিমূলক ফ্ল্যাট প্লেট প্রক্রিয়াকরণের জন্য স্বয়ংক্রিয় গ্যান্ট্রি সিস্টেম তার গতিগত সুবিধা বজায় রাখে। তবে এককালীন কাস্টম কাজ, ক্ষেত্রভিত্তিক মেরামত বা জটিল ৩ডি কাঠামোর কাজের ব্যবস্থাপনায় জব শপগুলির জন্য এর বহুমুখিতা স্টীলের জন্য হাতে ধরা লেজার কাটার যেখানে স্বয়ংক্রিয়তার গতি অপেক্ষা অবস্থানগত নমনীয়তাকে বেশি গুরুত্ব দেওয়া হয়, সেখানে এটি বাজারের অংশ দখল করতে থাকবে।.
XI. প্রায়শই জিজ্ঞাসিত প্রশ্নাবলী (FAQ)
H3: হ্যান্ডহেল্ড লেজার কি অ্যাক্রিলিক কাটার জন্য CO2 লেজারের বিকল্প হিসেবে ব্যবহার করা যেতে পারে?
না। ফাইবার লেজারগুলো প্রায় ১.০৬ মাইক্রোমিটার (ইনফ্রারেড) তরঙ্গদৈর্ঘ্যে কাজ করে, যা অধিকাংশ প্লাস্টিক, বিশেষ করে এক্রাইলিক, ভালোভাবে শোষণ করে না। CO₂ লেজার (১০.৬ মাইক্রোমিটার) এক্রাইলিকে পরিষ্কার, গলনমুক্ত প্রান্ত পাওয়ার জন্য মানক।.
H3: একটি 2kW হ্যান্ডহেল্ড ইউনিটের জন্য বাস্তবসম্মত মাইল্ড স্টিলের পুরুত্বের সীমা কত?
সর্বোত্তম পরিস্থিতিতে—পরিষ্কার স্টক, বিশুদ্ধ নাইট্রোজেন সহায়তা, নিখুঁত ফোকাস—একটি মানসম্মত ২ কিলোওয়াট ইউনিট নির্ভরযোগ্যভাবে ৮ মিমি পর্যন্ত পরিষ্কার কাট অর্জন করে। একক পাাসে ১০ মিমির বেশি কাটলে ফলাফল অনিয়মিত হয়, সম্ভবত কাট হলেও প্রচুর ড্রাস তৈরি হয় যা ব্যাপক গ্রাইন্ডিং প্রয়োজন করে।.
H3: একজন অভিজ্ঞ ওয়েল্ডারের শেখার বাঁক কতটা খাড়া?
কোর ম্যানিপুলেশন দক্ষতাগুলো ভালোভাবে স্থানান্তরযোগ্য, তবে প্রয়োজনীয় নির্ভুলতা বেশি। একজন দক্ষ ওয়েল্ডারকে সাধারণত ২০–৪০ ঘন্টা লক্ষ্যনির্ভর প্রশিক্ষণ নিতে হয় ফোকাস ক্যালিব্রেশনের ধারাবাহিকতা আয়ত্ত করতে, যা একটি দিয়ে চমৎকার প্রান্তের গুণমান বজায় রাখার জন্য প্রয়োজন। হাতে ধরা কাটার লেজার.
H3: ফাইবার লেজার সোর্স মডুলটির প্রত্যাশিত সেবা জীবন কত?
সঠিকভাবে রক্ষণাবেক্ষণ করলে—নির্দিষ্ট অপারেটিং তাপমাত্রার মধ্যে রাখা হয় এবং ক্রমাগত ১০০১টিপি৩টি ডিউটি সাইকেলে চালানো হয় না—একটি উৎস সাধারণত ৮ থেকে ১৫ বছর স্থায়ী হয়। উচ্চ প্রতিস্থাপন খরচের কারণে কঠোর শীতলীকরণ ব্যবস্থার রক্ষণাবেক্ষণ এবং যান্ত্রিক আঘাতের বিরুদ্ধে সুরক্ষা অত্যন্ত গুরুত্বপূর্ণ।.
H3: বহনযোগ্যতা কি স্থির যন্ত্রের তুলনায় কম শক্তি উৎপাদন নির্দেশ করে?
স্বাভাবিকতভাবে নয়। স্থির সিস্টেমগুলো ২০ কিলোওয়াট বা তার বেশি পর্যন্ত স্কেল-আপ করা যায়, তবে বহনযোগ্যতা বিম উৎপাদনের নয়, বরং বিম সরবরাহের সিস্টেমের বিষয়। একটি ৩ কিলোওয়াট হ্যান্ডহেল্ড সাধারণ পাসগুলিতে ৩ কিলোওয়াট স্থির ইউনিটের সমতুল্য কার্যক্ষমতা দেখায়, তবে স্থির মেশিন স্বয়ংক্রিয় অক্ষ নিয়ন্ত্রণের মাধ্যমে গতি অর্জন করে।.

{kind=link}
{kind=link}